欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


禅城不锈钢蚀刻加工厂
如图1-20中所示,药液罐的相应的腐蚀宽度应该是4毫米,加上2倍或略深腐蚀深度,化学腐蚀槽的最大深度一般应约为12毫米,因为在这种情况下,即使??槽的面积大,因为用约y的宽度的防腐蚀膜,它会悬垂像裙子,这将不可避免地导致气泡的积累和使槽被称为山围绕周边不均匀的质量缺陷。当腐蚀深度达到一定的深度,即使部件或搅拌的溶液被大大干扰,不可能完全消除气泡的蓄积的作用,但也有能够保持足够的灵活性,一些新的防腐蚀层。你可以做出最好的气泡立即逃跑。这是克服深腐蚀水箱的这一缺点的简单和容易的方法。

有些客户直接蚀刻钛板,这是不可能的。钛分为纯钛和钛黄金。一些客户蚀刻钛不锈钢或用它来蚀刻不锈钢后,它是昂贵和麻烦。我们有一种特殊的方法,以除去钛溶液,把钛片在它以确保它在一分钟内除去,那么它可以在蚀刻机进行蚀刻。

随着电子产品变得越来越复杂,越来越多的金属含量内容替换塑料,越来越多的金属蚀刻产品的多样化,越来越多的行业都参与。对于不锈钢板的精确蚀刻,首先,我们必须确保客户所需要的产物可以在生产过程中产生,但更重要的是,我们必须确保生产能够维持高的合格率,和好处工厂将得到保证。

上述酸当量组分的浓度被控制为通常大于50? ?重量,优选大于70? ?重量,通常小于85? ?以下重量,优选小于84? ?对。较高的酸浓度,更快的蚀刻速度。然而,由于可商购的磷酸的浓度通常为85? ?重量,当磷酸浓度为85? ?重量,硝酸的浓度为0? Y重量(不氧化剂的存在下),和覆盖该金属表面与所产生的氢,这将减慢蚀刻速度。因此,磷酸的浓度优选小于84? ?权。
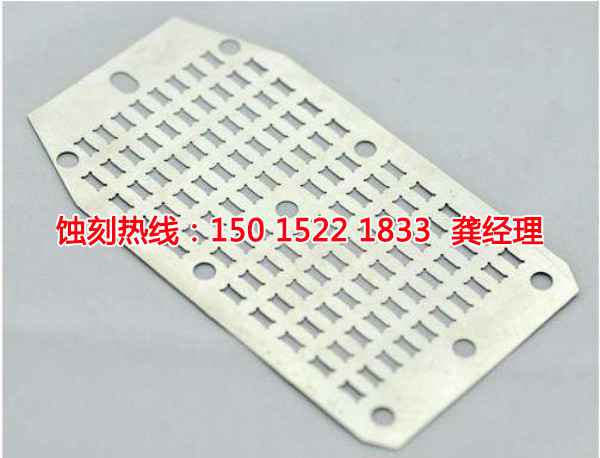
关于功能,处理和打印机和复印机零件特征。加工产品的名称:Printer充电网络。具体产品的材质:SUS304H-CSP不锈钢。材料厚度(公制):厚度0.1mm。本产品的主要目的:激光打印机调色剂盒
同时,如果你真的想做出高质量的产品,工艺,可以保证其产品的质量和一致性的设计必须是可用的。不仅在设计过程中,还运营商和现场技术人员需要随时跟踪设计过程在生产中的应用。如果他们觉得这是不适合于任何地方,他们必须通过测试,提高了时间,不断完善的过程。工艺设计的目的是使整个生产过程处于受控状态,而这种受控状态不会被替换操作来改变。它可以总结长期的生产经验和测试。新工艺和新方法被记录以书面形式,并形成代表工艺,使生产企业能够继续更好。
蚀刻精度通常是直接关系到该材料的厚度,并且通常是成比例的。例如,当厚度为0.1mm的材料的蚀刻精确度为+/- 0.01mm时,材料的厚度为0.5毫米的蚀刻精度为+/- 0.05毫米,和所使用的材料的蚀刻精度为1 / - 0.1毫米。
如果它不能通过蚀刻工艺可以解决,激光切割可以在此时被考虑。然而,材料和激光切割过程的现象很容易变化,即,将残余物是不容易清洁的或一些燃烧和发黑在清洁过程中会发生。不为0.1毫米孔的完美解决方案。如果要求不是很高的话,你可以试试。