欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


佛山腐蚀加工_不锈钢板蚀刻
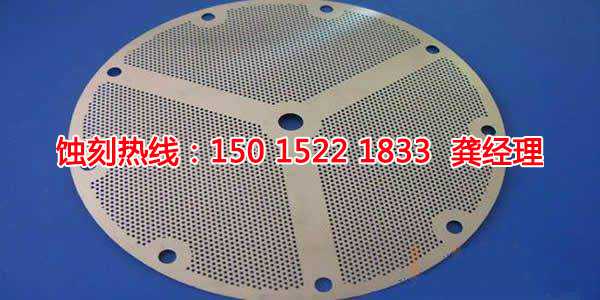
滤波器特性:直接过滤,工艺简单,透气性好,均匀和稳定的精度,无泄漏,良好的再生性能,快速再生速度,安装方便,高效率和长使用寿命。通常情况下,过滤器覆盖,并通过激光器使用,但是这两种方法都有相同的缺点。冲孔和激光加工将有毛刺的大小不同。化学蚀刻是一个新兴的过程。该产品是可变形的,并且取决于材料的厚度无毛刺蚀刻不能达到+/- 0.001的处理。金属蚀刻工艺盖以保护第一部分,其是丝网印刷或丝网印刷在基板上,然后化学或电化学方法用于蚀刻不必要的部分,最后保护膜被去除,以获得治疗产物。它是在印刷技术的应用中的关键步骤,例如初始生产迹象,电路板,金属工艺品,金属印刷,等等。由于导线电路板的导线是薄且致密的,机械加工难以完成。不同的金属材料具有不同的性质,不同的蚀刻图案精度和不同的蚀刻深度。在制备中使用的蚀刻方法,工艺和蚀刻溶液是非常不同的,和所使用的光致抗蚀剂材料也不同。

德豪润达目前拥有全资及控股企业10余家,2008年销售额超过26亿元人民币,员工总数近10000人,主要业务包括LED以及厨房小家电的制造和服务。专利持有量达到500余项,是中国优秀民营科技企业和国家火炬计划重点高新技术企业,在技术、渠道、品牌及规模等方面具有显著的行业竞争优势。
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面或垂直面等。 (3)切刀:用于切槽、切断、刨台阶面。 (4)弯头刨槽刀:用于加工T形槽、侧面上的槽等。 (5)内孔弯头刨刀:用于加工内孔表面,如内键槽。 (6)成形刨刀:用于加工特殊形状表面,刨刀切削刃的形状与工件表面一致,一次成形。 2、根据结构分类,刨刀可分为整体式刨刀、焊接式刨刀和装配式刨刀。 (1)整体式刨刀:整体式刨刀的刀杆与刀头由同一种材料制成,中小规格的刨刀大都做成整体式。 (2)焊接式刨刀:焊接式刨刀的刀头与刀杆由两种材料焊接而成,刀头一般为硬质合金刀片。 (3)装配式刨刀:大规格的刨刀多做成装配式。刀头与刀杆为不同材料,用压板、螺栓等将刀头紧固在刀杆上。 4、按加工精度可分为粗刨刀和精刨刀。 5、按进给方向可分为左刨刀和右刨刀。

接枝共聚合的目的在于改进橡胶粒表面与树脂相的兼容性和粘合力。这与游离 SAN树脂的多少和接枝在橡胶主链上的 SAN树脂组成有关。这两种树脂中丙烯腈含量之差不宜太大,否则兼容性不好,会导致橡胶与树脂界面的龟裂。

在蚀刻多层板内层这样的薄层压板时,板子容易卷绕在滚轮和传送轮上而造成废品。所以,蚀刻内层板的设备必须保证能平稳的,可靠地处理薄的层压板。许多设备制造商在蚀刻机上附加齿轮或滚轮来防止这类现象的发生。更好的方法是采用附加的左右摇摆的聚四氟乙烯涂包线作为薄层压板传送的支撑物。对于薄铜箔(例如1/2或1/4盎司)的蚀刻,必须保证不被擦伤或划伤。薄铜箔经不住像蚀刻1盎司铜箔时的机械上的弊端,有时较剧烈的振颤都有可能划伤铜箔。
材料去除镜通常是Ra0.8-0.08um之间。当轧制(使用镜工具),该切割方法通常Ra0.4-0.05um之间是。有迹象表明,基本上限制镜面加工的方法,无需硬度材料。材料不具有HRC要求<70级硬度切削方法(使用工具镜),后视镜HRC 40°,金刚石工具的滚动。通过材料去除处理的镜工件的表面的硬度不会改变,并且耐磨损性将不会增加。
2.电化学etching-这是使用工件作为阳极,使用电解质来激发,并在阳极溶解,实现刻蚀的目的的方法。它的优点是环保,环境污染少,并没有伤害到工人的健康。的缺点是,蚀刻深度是小的。当在大面积上进行蚀刻,电流分布是不均匀的,并且深度是不容易控制。
东莞市溢格五金有限公司是一家专业从事五金蚀精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有电镀、抛光、冲压等工艺车间。我们可以承接大小批量、多样化订单,并满足各类客户的需求。