欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


新会不锈钢蚀刻加工厂
在第二个分析方法中,磷酸的混合酸溶液后,定量分析干燥并通过中和滴定进行。干燥通常需要30至60分钟,在沸水浴中加热样品。因此,作为非挥发性磷酸时,样品保持完整,和酸特异性磷酸(硝酸和乙酸)从样品中除去。干燥后的中和滴定通常与具有1摩尔/ L的氢氧化钠水溶液中的标准溶液中进行。
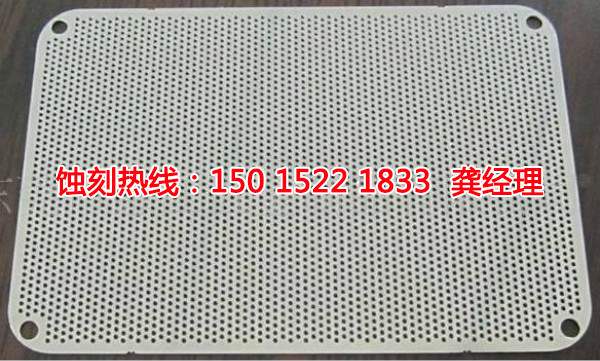
滤波器特性:直接过滤,工艺简单,透气性好,均匀和稳定的精度,无泄漏,良好的再生性能,快速再生速度,安装方便,高效率和长使用寿命。通常情况下,所述过滤器被覆盖和被使用的激光,但是这两种方法具有相同的缺点。冲孔和激光加工将有毛刺的大小不同。化学蚀刻是一个新兴的过程。该产品可通过变形和无毛刺蚀刻不能达到+/- 0.001取决于材料的厚度进行加工。
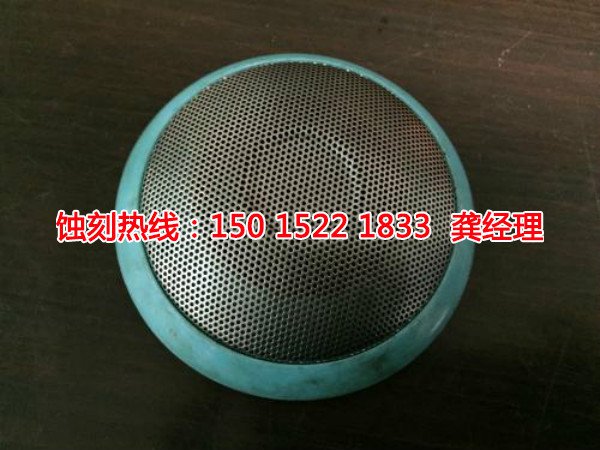
1)高耐温性:不锈钢过滤器的特性也可承受约480的高温℃。 2)简单清洗:单层过滤器材料具有简单的清洁特性,并特别适合于反洗。 3)耐腐蚀性:不锈钢材料本身具有超高耐腐蚀性和耐磨损性。 4)高强度:高品质的材料具有高的耐压性,并能承受更大的工作强度。 E)易于处理:高品质的材料可以很容易地切割,弯曲,拉伸,焊接,并通过诸如通过传递程序无关的精加工。 6)过滤效果是非常稳定的:当高品质的原料在制造过程中被选择时,它们不可能在使用过程中变形。

当蚀刻过程解决了如何使小孔在不锈钢的问题,必要的链接需要由材料的厚度的限制。一般来说,在不锈钢打开小孔时,所使用的材料必须根据孔的大小决定。如果厚度大于0.1mm,最小孔必须是一个小孔和0.2mm的孔。材料:对于不锈钢小孔溶液中,蚀刻工艺目前仅对于一些金属材料。如果它不能通过蚀刻工艺可以解决,激光切割可以在此时被考虑。然而,材料和激光切割过程的现象很容易变化,即,将残余物是不容易清洁的或一些燃烧和发黑在清洁过程中会发生。不为0.1毫米孔的完美解决方案。如果要求不是很高的话,你可以试试。

深圳市意格五金制品有限公司产品广泛应用于电子,计算机,光学,五金,家电,机械,通讯,汽车,医疗,石化等行业。目前,我们主要产生以下不锈钢精密零件:SMT印刷钢板,涂覆的板的电子元器件,LED支架,IC引线框架,IC封装夹具,FPC加强板,不锈钢码盘,手机按键,过滤器,蒸镀罩,金属铭牌,FPC加强板,等等。除了不锈钢,铜,镍,钼和其它金属也可以被蚀刻。由该公司所使用的不锈钢材料是从日本进口,和规格有SUS(304,301,430)。库存材料的厚度是:0.03至2.0mm。最小的公差可以是0.005毫米,宽度为0.03mm的最小线,并且最小的开口为0.03mm。该产品的表面可以用锌,镍,铬,锡,铜,金等可根据客户要求进行电镀。
曝光是紫外光的照射,并且通过能量吸收的光由光引发剂分解成自由基和自由基,然后将聚合反应和非聚合的单体的交联被引发,并在反应后,所述大分子是一种不溶性和稀碱性溶液。曝光通常是在一台机器,自动暴露表面执行,并且当前的曝光机根据光源,空气和水冷却的冷却方法分为两种类型。除了干膜光致抗蚀剂的性能,曝光成像,光源的选择,暴露时间(曝光)控制,主照片的质量等的质量是影响曝光成像的质量的重要因素。
H3PO4危害工人及治疗:H3PO4蒸气可引起鼻腔粘膜萎缩,对皮肤有强烈的腐蚀作用,可引起皮肤炎症和肌肉损伤,甚至引起全身中毒。 H 3的PO 4的最大容许量的空气为1mg /立方米。如果你不小心碰触你的皮肤和工作,应立即用大量的水冲洗,并用磷酸冲洗。你一般可以申请于患处红色水银或龙胆紫溶液。在严重的情况下,你应该把它到医院治疗。蚀刻厚度范围:通常,金属蚀刻工艺的范围是0.02-1.5mm之间。当材料的厚度大于1.5时,蚀刻处理需要很长的时间和成本是非常高的。不建议使用蚀刻工艺。冲压,线切割或激光是可选的。但是,如果有一个半小时的要求,你需要使用蚀刻工艺!蚀刻工艺具有较高的生产率,比冲压效率更高,开发周期短,和快速调节速度。最大的特点是:它可以是半的时刻,它可以对相同的材料有不同的影响。他们大多使用LOGO和各种精美图案。这是什么样的影响无法通过冲压工艺来实现!
清洗后,该材料也需要被干燥,并且最适合的材料被用于去除所述保护涂层,然后可以进行最后的步骤,以完成表面。