欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


3.蚀刻的安全也应受到重视。当手动添加的化学品,气体掩模或面罩应佩戴防止事故的发生,尤其是氨的气味。大量的吸入有害于人体。

符号的说明:1蚀刻槽;分析装置2循环泵; 3硝酸/磷酸/乙酸浓度分析装置; 4蚀刻材料; 5新的乙酸液罐; 6新的乙酸液供给泵; 7加热装置; 8乙酸浓度的输出信号; 9蚀刻终止废液去除管道; 10个新的蚀刻液(浓度调整磷酸/硝酸/乙酸)引入管道; 11搅拌装置; 12蚀刻废液去除调整和发送输出信号; 13米; 14。为入口信号新蚀刻液; 15个新的蚀刻液罐; 16个新的蚀刻液供给泵。
如硝酸,磷酸,盐酸,苯并三唑,乌洛托品,氯酸盐等;第二个是硝酸,盐酸和磷酸组成的王水蚀刻溶液。使用软钢到年龄,然后通过分析调整到治疗浓度范围内。蚀刻对铁系金属系统的选择:在金属蚀刻常用的铁基金属为主要是各种模具钢,其中大部分用于模具的蚀刻。有用于蚀刻两个主要的选项:氯化铁蚀刻系统和三酸蚀刻系统。选择铝和合金的蚀刻系统:蚀刻系统和铝合金是酸性的,碱性的。酸蚀刻系统主要采用氯化铁和盐酸,并且也可以使用氟磷酸盐体系。其中,氯化铁蚀刻系统是最常用的应用。蚀刻系统用于钛合金的选择:钛合金只能在氟系统被蚀刻,但氢脆易于在蚀刻钛合金的过程发生。氢氟酸和硝酸或氢氟酸和使用低铬蚀刻系统酸酐罐氟化的也可以是酸和过氧化氢的混合物。铜的选择和该合金的蚀刻系统:铜的选择,该合金的蚀刻系统具有自由的更大的程度。通常使用的蚀刻系统的氯化铁蚀刻系统,酸氯化铜蚀刻系统,碱性氯化铜蚀刻系统,硫酸 - 过氧化氢蚀刻系统中,大多数的氯化铁蚀刻系统和氯化铜蚀刻系统中使用英寸
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面...

板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。
电泳槽:材料PVC,配有漆液主循环过滤系统,采用磁力泵驱动,每小时循环量4-6次,超滤系统及冷热交换循环系统。
测试方法:保持一个干净的菜用双手(带手套)就在旁边,把它放在一个干净的水盘,然后把它捡起来,在一个45度角。在板的水膜必须保持15秒而不会中断。如果水膜从侧面或中间立即放置,这意味着清洗是不够的。其原因可能是,所述清洁剂的浓度过低或已达到饱和。
侧侵蚀的量主要受金属材料。在几种常用的金属材料,铜具有最小侧腐蚀和铝具有最大的侧腐蚀。选择一个更好的蚀刻剂,虽然在蚀刻速度的增加并不明显,但它确实增加对金属的上侧蚀刻的量。如果您想了解更多关于关于蚀刻加工行业的最新信息,请登录我们的官方网站http://www.shikeyg.com/,我们将为您带来更多的实用知识。
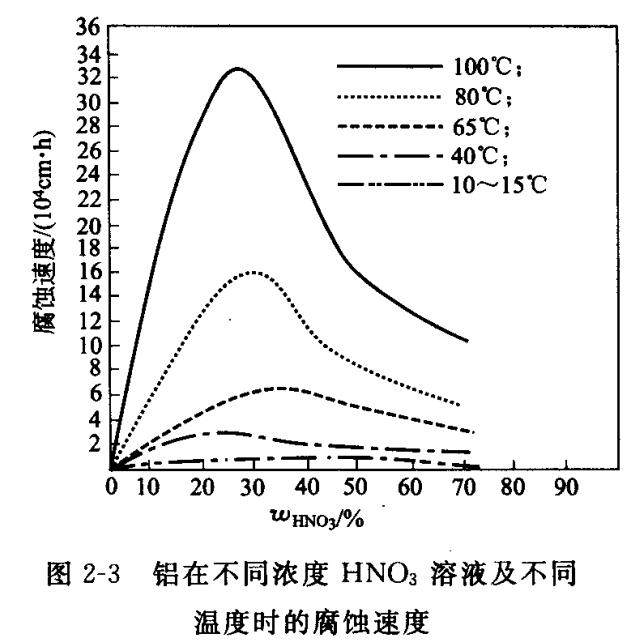
通常,在横向方向上蚀刻的抗腐蚀层的宽度A被称为横向腐蚀量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。如上所述,所提到的圆弧R的上述大小由蚀刻深度的影响,在蚀刻窗的蚀刻深度,蚀刻溶液的比例,蚀刻方法的最小宽度,以及材料组合物的类型。侧面蚀刻的量决定化学蚀刻的精确性。较小的侧蚀刻,加工精度,和更宽的应用范围。相反,处理精度低,以及适用的范围是小的。的底切的量主要受金属材料。金属材料通常用于铜,其具有至少侧腐蚀和铝具有最高的侧腐蚀。选择一个更好的蚀刻剂,虽然在蚀刻速度的增加并不明显,但它确实可以增加侧金属蚀刻工艺的蚀刻量。蚀刻过程:处理直到铸造或浸渍药物与药物接触,使得仅露出部分被溶解,并在暴露的模具中取出。所使用的溶液是酸性水溶液,并且将浓度稀释至可控范围。浓度越厚,温度越高,越快蚀刻速度和较长的蚀刻溶液和处理过的表面,更大的蚀刻体积。当药物被蚀刻,并加入到整个模具时,药物之间的接触时间以水洗涤,然后用碱性水溶液中和,最后完全干燥。腐蚀完毕之后,模具无法发货。用于掩蔽操作的涂层或带必须被去除,并且蚀刻应检查均匀性。例如,蚀刻使得需要修复凹凸焊接或模具材料。
一般蚀刻后配合冲压。也就是说,蚀刻可以依照冲压的模具设计成相应的模具冲压定位点。比如,成形,折弯的定位孔,可以在蚀刻时一并加工完成。还有一些连续模冲压的问题,也可以让蚀刻产品做好相应的定位。这样就很好的解决了蚀刻后配合冲压的问题。两种工艺相得益彰!互补互助,在市场上得到了广泛的应用。
生成的Cu2cl2小溶于水,在有过最CL存在的情况下,这种不溶于水的Cu2cl2和过量的Cl形成络合离子脱离被蚀刻铜表面,使蚀刻过程进行完全。其反应式如下:
当蚀刻过程解决了如何使小孔在不锈钢的问题,必要的链接需要由材料的厚度的限制。一般来说,在不锈钢打开小孔时,所使用的材料必须根据孔的大小决定。如果厚度大于0.1mm,最小孔必须是一个小孔,0.2毫米孔。材料:对于不锈钢小孔溶液中,蚀刻工艺目前仅对于一些金属材料。如果它不能通过蚀刻工艺可以解决,激光切割可以在此时被考虑。然而,材料和激光切割过程的现象很容易改变,也就是,将残余物是不容易清洁的或一些燃烧和发黑在清洁过程中会发生。不为0.1毫米孔的完美解决方案。如果要求不是很高的话,你可以试试。