欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


高新区腐蚀加工_铝板蚀刻
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
非切割法(使用镜面工具)具有滚动的以下优点:1.增加表面粗糙度,其可基本达到Ra≤0.08um。 2.校正圆度,椭圆可以是≤0.01mm。 3.提高表面硬度,消除应力和变形,增加硬度HV≥40°4,30后?五个处理以增加残余应力层的疲劳强度。提高协调的质量,减少磨损,延长零部件的使用寿命,并减少零件加工的成本。蚀刻通常被称为蚀刻,也被称为光化学蚀刻。它是指制版和显影后露出的保护膜的??除去区域的蚀刻。当蚀刻,它被暴露于化学溶液溶解并腐蚀,形成凸起或中空模塑的效果。影响。蚀刻是使用该原理定制金属加工的过程。
蚀刻技术和切割过程之间的不同之处在于蚀刻技术不会产生造成的激光切割废物的残留物。和蚀刻可改变材料的形状,但不是任何材料的特性。激光切割是不同的,这将在部件的边缘创建热影响区的相当大的宽度。
在过去的两年中,美国和华为之间的战争变得更加激烈。华为5G美国非常受美国铅恼火,不犹豫强加给华为的制裁。那么,在这场战斗中,我们已经看到了我们的弱点,不能让我们自己的芯片。美国正在利用这个追逐华为。

1.在精密产品的处理中的应用:主垫圈,弹簧和精密金属零件的加工;特殊电路元件的处理;电路板的处理;箔和薄板材等的处理
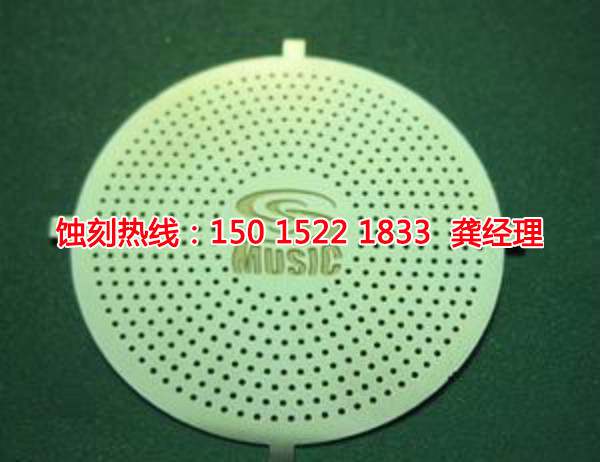
滤波器特性:直接过滤,工艺简单,透气性好,均匀和稳定的精度,无泄漏,良好的再生性能,快速再生速度,安装方便,高效率和长使用寿命。通常情况下,过滤器覆盖,并通过激光器使用,但是这两种方法都有相同的缺点。冲孔和激光加工将有毛刺的大小不同。化学蚀刻是一个新兴的过程。该产品是可变形的,并且取决于材料的厚度无毛刺蚀刻不能达到+/- 0.001的处理。金属蚀刻工艺盖以保护第一部分,其是丝网印刷或丝网印刷在基板上,然后化学或电化学方法用于蚀刻不必要的部分,最后保护膜被去除,以获得治疗产物。它是在印刷技术的应用中的关键步骤,例如初始生产迹象,电路板,金属工艺品,金属印刷,等等。由于导线电路板的导线是薄且致密的,机械加工难以完成。不同的金属材料具有不同的性质,不同的蚀刻图案精度和不同的蚀刻深度。在制备中使用的蚀刻方法,工艺和蚀刻溶液是非常不同的,和所使用的光致抗蚀剂材料也不同。
处理区域:??不锈钢零件的处理区域应相对固定。 ?? ?? ?? ??不锈钢零件的治疗区域的平台应隔离,例如铺设橡胶垫。 ??的不锈钢零件的处理区域应避免不锈钢零件的损坏和污染。
我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都
放置在两个不锈钢板在没有硬涂层和防腐蚀保护膜的进料口的适当位置,请按蚀刻处理控制开关,和蚀刻设备将开始以蚀刻不锈钢板,3几分钟后,我们看到了两个不锈钢板在卸货港,并仔细检查他们。通过这种方式,实现了我们所需要的蚀刻处理的效果。首先把蚀刻不锈钢板放入干净的水和洗去用干净布的氯化铁溶液。然后将其放在另一容器用干净的水,摇晃它几次以除去表面上的洗涤剂,然后撕下不锈钢板的防腐蚀的保护膜。放置在两个不锈钢板并将它们放置在所述固体氢。填充用70或80度的热水中的钠氧化物中的容器的约1:10的比例,并摇动容器以完全且均匀地溶解氢氧化钠。
我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都是比较昂贵的,一旦确定了的模具,如果想再次更改的话,就得需要再次开模,很容易造成模具的浪费以及减少生产的效率。