欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


昆山蚀刻加工_腐蚀厂
4.能够蚀刻一些凹槽。经常一些产品,如不锈钢或铜或铝的材料,所需要的槽的材料的表面上的处理。一般机械加模式使用一个铣刀。当数量是小的,它可以在一个小的量进行处理,但如果有大量的同类产品,加工能力的亮点产生严重的缺陷。此时,蚀刻工艺也能解决所述槽的材料的表面上的处理。

1.生产能力:喷雾蚀刻具有高效率,速度快,精度高,其适用于特定的大规模生产。生产容易实现自动控制,但设备投资大,并且它不适合用于蚀刻异型工件和大型工件;蚀刻设备,侵入气泡具有小的投资,并且易于蚀刻和各种工件。
这与印件表面特性、电化铝的性质、烫印温度及压力等多种因素有关。①印件表面喷粉 太多或表面含有撤粘剂、亮光浆之类的添加剂,这将妨碍电化铝与纸张的吸附。解决办法:表面去粉处理或在印刷工艺中解决。②电化铝选用不当直接影响烫金牢度。应根据烫金面积的大小,被烫印材料的特性综合考虑选用什么型号的电化铝。国产电化铝主要是上海申永烫金材料有限公司生产的孔雀牌系列,进口电化铝主要是德国库尔兹(KURZ)的PM与LK系 列,日本的A、K、H系列,南韩KOLON的SP系列。根据我们实践和测试,电化铝选配主要可参照以下分类:普通产品上的烫金(一般墨色)电化铝有88—l型、KURZ的PM型;烟包、化妆品等浓墨色的印刷品(包括印金、印银)的烫金电化铝有88—2型;烟标、化妆品包装等细笔迹烫印的电化铝有88—3、88—4型、PM288等;适用于OPP或PET覆合的纸张以及有UV油墨的纸板、上光纸等产品烫印电化铝有88—4型、K系列、LK系列、以及SP系列。⑧没有正确掌握烫金设备以及烫压时间与烫印温度之间的匹配,影响烫印牢度和图文轮廓的清晰度。由于设备、被烫印材质的不同,烫压时间、烫印温度都有不尽相同。例如,高速圆压圆机速快,压印线接触,烫印温度就要高于圆压平或平压平。一般情况下,圆压圆烫印温度在190℃~220℃,圆压平约在130℃~150℃,平压平约在100℃~120℃。当然,烫压时间、烫印温度与生产效率很大程度上还受到电化铝转移性能的制约。
在紫铜的微量杂质对铜的导电和导热性造成严重影响。其中,钛,磷,铁,硅等显著降低导电性,而镉,锌等的影响不大。氧,硫,硒,碲等具有在铜小的固体溶解度,并能与铜形成,其具有对电导率的影响不大脆的化合物,但可以减少处理的可塑性。当普通铜在含氢气或一氧化碳,氢或一氧化碳的还原气氛中加热时,很容易降低氧化亚铜(氧化亚铜)的相互作用在晶界,其可以产生高压水蒸汽或二氧化碳气体,其可以破解铜。这种现象通常被称为铜的“氢病”。氧气是有害的铜的可焊性。铋或铅和铜形成低熔点共晶,这使得铜热和变脆;并且当脆性铋分布在膜的晶界,这也使得铜冷而脆。磷能显著降低铜的导电性,但它可以增加铜液的流动性,提高可焊性。铅,碲,硫等的适当量可以提高切削性。退火的铜板材的室温拉伸强度为22-25千克力/平方毫米,并且伸长率为45-50?和布氏硬度(HB)是35?45。

蚀刻网加工是一种省时省钱的办法,所以一般的客户在做一些精细零件的时候常常会选择蚀刻加工,但是哪种蚀刻加工方式效率很高呢?今日我们就来所以下激光蚀刻加工蚀刻网的优势。1、灵活性:任何形状,不需制模具,只需编个程序,激光束就能按程序刻出要模切的...
这种方法通常被用于蚀刻,这是美学上令人愉悦:激光蚀刻是无压,所以没有材料加工的痕迹;不仅有明显的压痕压力敏感标记,但是他们很容易脱落。在蚀刻过程中,蚀刻溶液组成的金属零件的各种化学组合物。在室温下或加热一段时间后,金属需要被蚀刻以达到所需的蚀刻深度和缓慢溶解,使得金属部分示出了表面上形成的装饰三维印象在其上的装饰字符或图案形成了。蚀刻过程实际上是一个化学溶液,即,在蚀刻工艺期间的自溶解金属。此溶解过程可以根据化学机制或电化学机制来进行,但金属蚀刻溶液通常是酸,碱,和电解质溶液。因此,金属的化学蚀刻应根据电化学溶解机制来执行。蚀刻材料:蚀刻材料可分为金属材料和非金属材料。
智能扫地机器人主要有超声波系统和红外线系统,他们有什么区别呢?小编来为大家普及:红外线感应属光学感应技术,而超声波感应则归属于声学感应系统的范畴。超声波感应技术的优点是对透明类障碍物识别率高,而且任意颜色障碍物都可以正确识别并进行规避,同时...
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。
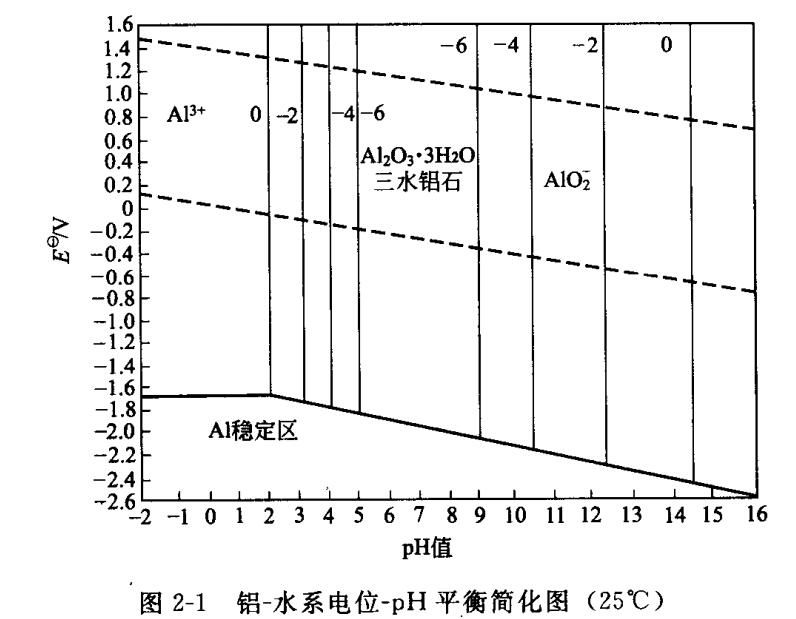
常见类型的蚀刻铝的有:1点蚀,也被称为点蚀,由金属制成的,其产生针状,坑状局部腐蚀图案,并且空隙。点蚀是阳极反应的唯一形式。这是促进和所有腐蚀性条件,这导致催化工艺下点蚀坑下保持。 2.腐蚀氧化铝膜的,即使它可以溶解在磷酸和氢氧化钠溶液,即使发生腐蚀,溶解速率是均匀的。为一体的集成解决方案的温度升高时,溶质的浓度在它增加,这促进了铝的腐蚀。 3.缝隙腐蚀缝隙腐蚀局部腐蚀。
电泳涂装工艺的发展越来越被更多的行业看好,凭借其优良的性能,简单的操作,其普及率从汽车行业逐渐渗透到标牌五金、日用百货等行业,从单纯的底漆发展到高要求及多彩装饰性表面上的应用,成为众多企业提升企业竞争力的首选。