欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


表调:对工件表面使用钛盐或其它物质进行活化,是该工序之目的,主要作用是增加磷化膜晶体的成核点,提高结晶致密度,减少晶粒尺寸和重量,改善磷化膜的结构。表调工艺的良好,是形成优良磷化膜的重要保证。表调可采用喷淋或浸渍的方式实施。如果采用喷淋,保持表调处理液的浓度十分重要,喷淋时建议采用低压宽口喷嘴,可进行平稳的喷淋而均匀地覆盖工件的内外表面,避免强力的冲击而使表调剂在产生预期作用前被冲走。为使喷淋难以到达的部位能够进行有效的表面调整,我们目前推荐采用浸渍处理的方式。
材料去除镜通常是Ra0.8-0.08um之间。当轧制(使用镜工具),该切割方法通常Ra0.4-0.05um之间是。有迹象表明,基本上限制镜面加工的方法,无需硬度材料。该材料具有(使用镜工具)无抖动要求。镜像是HRC 40°,和金刚石工具与HRC <70应该使用级硬度的切割方法。通过材料去除处理的镜工件的表面的硬度不会改变,并且耐磨损性将不会增加。

应用:主要做合成纤维的原料。短纤维可与棉花、羊毛、麻混纺,制成服装用纺织品或室内装饰用布;长丝可做服装用丝或工业用丝,如用于滤布、轮胎帘子线、降落伞、输送带、安全带等。薄膜可作片基,用于感光胶片、录音磁带。注射模塑件可做包装容器。

就目前而言,对金属蚀刻最为常用的有3种金属:铝及合金、铜及合金和不锈钢。在这3种常用金属中,铜及合金除了PCB行业大量采用外,在其他领域应用不多,而铝及不锈钢是应用得最多的。 铝及合金在碱性和酸性除油中都会存在除油溶液对铝基体有程度不同的腐蚀作用(酸性 除油的腐蚀较为轻微),由于腐蚀作用的存在,对铝及合金的除油做得都比较好,基本上都能满足除油要求。但对不锈钢则不然,在不锈钢所采用的碱性或酸性除油体系中,都不会对不锈钢产生腐蚀现象。

它被用作在石油工业中,泥清洁剂,如在化学和化学纤维工业的筛过滤器,并且如在电镀工业酸清洁剂。 2)用于矿山,石油,化工,食品,医药,机械制造等行业。 3)应用于空调,抽油烟机,空气过滤器,除湿机等设备。 4)它是用于过滤,除尘和分离在各种环境中。
我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都是比较昂贵的,一旦确定了的模具,如果想...
用于蚀刻的气体被称为蚀刻气体,并且通常是氟化物气体,例如四氟化碳,perfluorobutadiene,三氟化氮,六氟乙烷,全氟丙烷,三氟甲烷,等蚀刻含氟含氧气体是电子气的一个重要分支。这是一个不可缺少的原料用于生产超大规模集成电路,平板显示装置,太阳能电池,光学纤维和其它电子行业。它被广泛用于薄膜,蚀刻,掺杂,气相沉积和扩散。和其它半导体工艺。在国家发展和改革委员会“产业结构调整指导目录(2011年(年度版)(修订版)”,电子气体被列为鼓励国家级重点新产品和产业的发展,主要类型如表1所示。
电镀:电镀使用某些金属通过电解的表面上的其它金属或合金的薄层,从而使工件的表面可以具有良好的光泽,并且可以得到良好的化学和机械性能。粉末喷涂:粉末涂料喷涂使用粉末喷涂设备在工件的表面上。下静电的作用下,粉末将被均匀地将工件形式的粉末涂料的表面上被吸收。
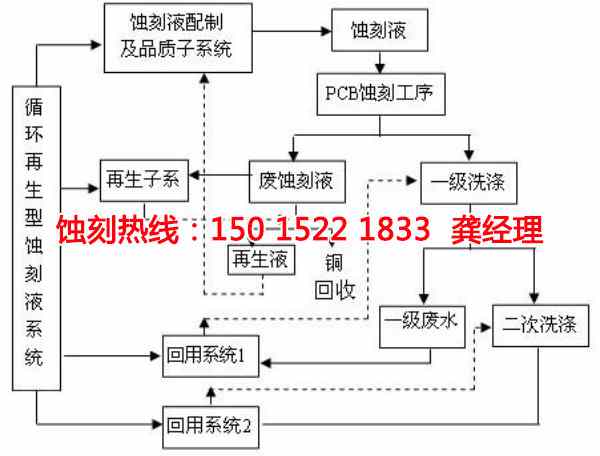
铜对水的污染是印制电路生产中普遍存在的问题,氨碱蚀刻液的使用更加重了这个问题。因为铜与氨络合,不容易用离子交换法或碱沉淀法除去。所以,采用第二次喷淋操作的方法,用无铜的添加液来漂洗板子,大大地减少铜的排出量。然后,再用空气刀在水漂洗之前将板面上多余的溶液除去,从而减轻了水对铜和蚀刻的盐类的漂洗负担。
蚀刻可以简化复杂零件的处理。例如,有在翻拍网状太多的孔,以及其他的处理方法不具有成本效益。如果有几万孔,蚀刻可以在同一时间处理孔数以万计。如果激光技术用于处理,你可以想想你要多少时间花在。