欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


奉化腐蚀加工_铜板蚀刻
镜面处理通常是在工件的表面粗糙度<最多达到0.8um上表面,所述:镜面处理。用于获得反射镜的处理方法:材料去除方法,没有切割法(压延)。处理用于去除材料的方法:研磨,抛光,研磨,和电火花。非切削加工方法:轧制(使用镜工具),挤出。材料去除过程,必须具备以下条件:1,设备投资大(有些磨床价值超过$ 1百万); 2.技术和经验丰富的技术工人; 3.宽敞的工作环境; 4.冷却1.润滑介质(油或液体); 5.废物处理,不污染环境; 6.昂贵的研磨轮。
在电极和电解液的作用下,表层的铝离子会被分解到电解液中和颜料离子混合后,再将电极反转,使铝离子和颜料离子再重新附着到铝件的表面上,这样就能镀上颜色均匀、附着力强的氧化物薄膜。

除此之外,消费者还要根据实际情况择优选择,有一些厂家虽然很专业,服务水平也很高,但同时收费也十分高昂,我们需要考虑的就是价格与价值之间的平衡。同样的如果价格太低,那么服务质量也不会太理想。因此这一点需要消费者自己权衡把握。消费者在选择的时候还可以参考其他的消费者的评价,这些信息也是非常有价值的。

蚀刻精度通常是直接关系到该材料的厚度,并且通常是成比例的。例如,当厚度为0.1mm的材料的蚀刻精确度为+/-0.01毫米,厚度为0.5mm的材料的蚀刻精度为+/- 0.05毫米,和所使用的材料的蚀刻精度为1 / -0.1毫米。不锈钢蚀刻加工特性:1.低开模成本,蚀刻加工可以根据设计者的要求可以任意改变,并且成本低。 2.金属可实现,从而提高了公司的标志和品牌转型,实现半切割。 3.非常高的精度,精度最高可达到+/-0.01毫米,以满足不同产品的装配要求。 4.具有复杂形状的产品,也可以在不增加成本的蚀刻。 5.在没有毛刺和压力点,产品将不会发生变形,材料性质不会改变,并且该产品的功能不会受到影响。 6.厚和薄的材料可以以相同的方式,以满足不同的组装的部件的要求进行处理。 7.几乎所有的金属被蚀刻,并且有各种图案的设计没有限制。 8.各种金属部件的制造可以没有机械处理来完成。

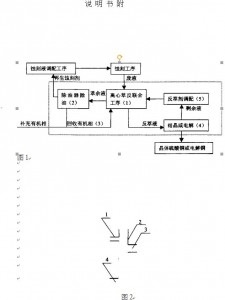
2.静态除尘,敏化油喷雾剂,和检查。当由IQC加工的工件是通过检查IQC,它切换到下一个过程:喷涂敏化油,但是因为它是在生产中产生的,静电喷涂必须喷涂敏化油之前进行。在我们的测试中擦拭过程中,该产品将有不同程度的静电。它可以吸附灰尘,所以静电必须被移除。静电消除之后,灰尘不会吸收产品。静电消除后,继续下一个步骤:喷涂敏感的油。喷涂清漆的感觉,主要是在制备预曝光(曝光),产品和致敏油喷雾的过程。在完成加油操作后,产品必须仔细检查。检查的目的是该制品是否燃料喷射过程中与油喷洒。不良现象,如残余油残基。当电路的所选产品,它将流入下一工序:感光(曝光)。
水洗可采用喷淋或浸渍的方式进行,采用循环清水清洗,连续生产时,应保持一定量的溢流来控制清水的pH值和碱性清洗剂的浓度,从而使工件表面得到完全的清洗。
以上提到的问题和原因蚀刻网格容易发生金属加工。用于金属蚀刻目处理中,如果任何过程控制不当,则可能造成产品缺陷。因此,当你正在寻找的金属蚀刻网供应商,您应加强你的理解和选择公司凭借雄厚的综合实力。
侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。当侧蚀和突沿降低时,蚀刻系数就升高,高的蚀刻系数表示有保持细导线的能力,使蚀刻后的导线接近原图尺寸。电镀蚀刻抗蚀剂无论是锡-铅合金,锡,锡-镍合金或镍,突沿过度都会造成导线短路。因为突沿容易断裂下来,在导线的两点之间形成电的桥接。
(3)研磨处理。该部分将暴露于化学蚀刻溶液中以获得该部分的特定形状或尺寸,并实现三维和装饰不锈钢材料研磨过程。使用丝网印刷,文本,图案和设计可以化学研磨到不锈钢表面的一定深度,然后填充有某些不同的颜色,如奖章,标牌和铭牌。存在不同形式的蚀刻工艺的:有与蚀刻的图案的表面上没有缓解,并且还存在半腐蚀,这是蚀刻材料的深度的一半。一般来说,徽章和标志需要中空铜版画在这个过程中!通过直接图案蚀刻。这通常需要大量的腐蚀机来达到这种效果。注重材料的工艺规范参与刻蚀。正常金属蚀刻必须以油曝光覆盖。多少材料可以被蚀刻取决于你的曝光设备和油盖设备。首先考虑这种情况!当然,也有手动燃料喷射和自然接触,这仅可用于原油产品。换句话说,如果工艺要求都非常好,不能用这个方法!
处理步骤:当接收到工件上,在这个过程1.进料检验,客户的需求,首先,我们必须通过检查清理工件,这是我们需要做的,而在目前的擦拭IQC处理。到达的产品纯属进口客户,然后仔细检查即将到来的材料,以消除缺陷的产品,以确保进口产品是好产品。
在传统的印刷业的过程中,许多向后印刷方法被广泛使用,并有许多处理联系,这是耗时的,输出低电平,大污染排放,并且缺乏专业人员。