欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


1 减少侧蚀和突沿,提高蚀刻系数侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使

大规模生产的中国的5纳米刻蚀机显示,我们的半导体技术已经突飞猛进,其方法是先进的。中国的刻蚀机是领先于世界,我们正在接近自主研发之路的筹码一步一步来。中国的刻蚀机的领先优势,打破了美国在蚀刻机领域。如果我们没有达到这个结果,美国还将阻止蚀刻机。
大家都知道,在之前的严打并没有给实际效果,美国预计,美国试图直接切断华为的全球集成IC供应链来控制这个中国科技公司的崛起。
(2)铝青铜和其铝是主要的合金元素。它是所谓的铝青铜的铜基合金。铝青铜具有较高的机械性能比黄铜和锡青铜。铝青铜的实际应用具有5'O75Δnd12和铝的含量?什么是铝青铜的铝含量?作为最好的可塑性,很适合冷加工。当铝含量低于7 2 O 8,然后再降下?强度增加,但塑性急剧下降,因此它被铸造或热加工后大多使用。铝青铜,海水,海碳酸盐,最有机酸具有比黄铜和锡青铜更高的耐磨性和耐腐蚀性。铝青铜可以使高强度耐磨零件,如齿轮,轴衬,蜗轮,和使用高耐腐蚀的弹性部件。

对于热粘接的功能,处理和产品特性。正被处理的产品的名称:热粘合产品。材料特定产品:SUS304不锈钢。材料厚度(公制):厚度的任何组合可叠加。
不同的蚀刻介质也将导致层,其也有不同的蚀刻轮廓和不同的蚀刻速度。它是不如铝合金蚀刻,并用王水和NaOH溶液的蚀刻层的蚀刻速度较低,并且横截面的圆弧比单靠的NaOH下小。对于硅晶片为集成电路,传统的酸蚀刻将电弧的横截面。如果通过碱性蚀刻所获得的横截面为约55个斜面的边缘。在这两个例子,非常精确的化学蚀刻是非常重要的,因为它可以蚀刻相同的图案更深,或者它可以实现每单位面积的更精细的图案。对于后者,多个电路细胞可以每单位面积的硅晶片上集成。提高了蚀刻机的外观的工作生产效率,并且使蚀刻速度快:蚀刻机在治疗中的应用。蚀刻机主要应用于航空,机械,标牌等行业。蚀刻机技术被广泛用于减肥仪表板,铭牌,和薄工件,其难以与传统加工方法的过程。在半导体和电路板的制造过程中,蚀刻是一种不可缺少的技术。它也可以蚀刻的图案,花纹和各种金属和金属产品,如铁,铜,铝,钛,不锈钢,锌板等的表面上的几何形状,并且可以精确地挖空。它也可以专业蚀刻和切割薄板用于各种类型的国产和进口不锈钢。现在它被广泛应用于金卡使用登记处理中,移动电话键处理,不锈钢过滤器加工,不锈钢电梯装饰板加工,金属引线框加工,金属眼镜工业用途,如线材加工,电路板加工,金属装饰板处理等待。如何以蚀刻钛板:钛及其合金具有许多优良的特性,如重量轻,强度高,强耐热性和耐腐蚀性。他们被称为“未来的金属”,新结构材料的发展与未来。有些客户直接蚀刻钛板,这是不可能的。钛分为纯钛和钛黄金。一些客户蚀刻钛不锈钢或用它来蚀刻不锈钢后,它是昂贵和麻烦。我们有一种特殊的方法,以除去钛溶液,把钛片在它以确保它在一分钟内除去,那么它可以在蚀刻机进行蚀刻。纯钛的腐蚀:钛的另一个显着特点是其较强的耐腐蚀性。这是因为它有一个氧的亲和力特别强。它可以形成在其表面上生成致密的氧化膜,其可以保护钛从培养基中。对于腐蚀。在大多数水溶液,钛金属可以形成表面的钝化氧化物膜。因此,钛具有在酸性和碱性和中性盐溶液良好的稳定性,以中和氧化介质,并具有非铁金属,如不锈钢,这甚至可以媲美铂为更好的耐腐蚀性。然而,如果钛表面上的氧化膜可以连续地溶解在一定的介质中,将钛在介质中腐蚀。例如,在钛氢氟酸,浓缩或热盐酸,硫酸和磷酸,因为这些解决方案溶解钛表面上的氧化膜,钛被腐蚀。如果氧化剂或某些金属离子加入到这些溶液中,钛表面上的氧化膜将被保护,和钛的稳定性将增加。纯铜是最高铜含量铜,因为紫也被称为铜,其主要成分是铜加银,其中有99.7-99.95内容。主要杂质元素:磷,铋,锑,砷,铁,镍,铅,锡,硫,锌,氧等;用于制备导电性设备,先进的铜合金,铜基合金。
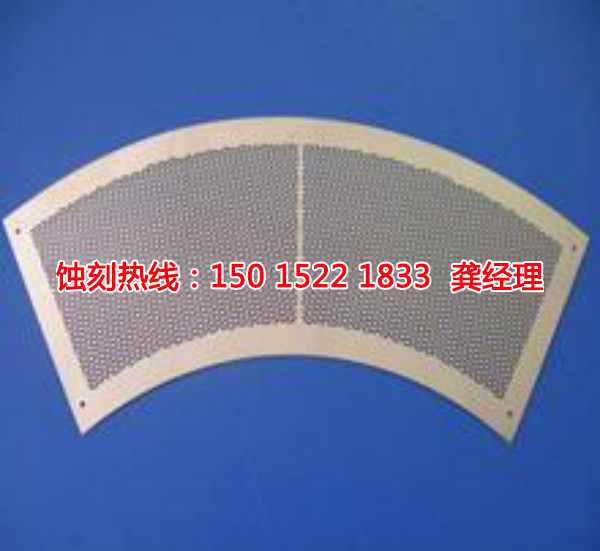
3、家电产品五金配件:果汁机网、豆浆机网、榨汁机网、搅拌机网、过滤网、咖啡壶过滤网、喇叭网、剃须刀网片、精密电子五金零配件;
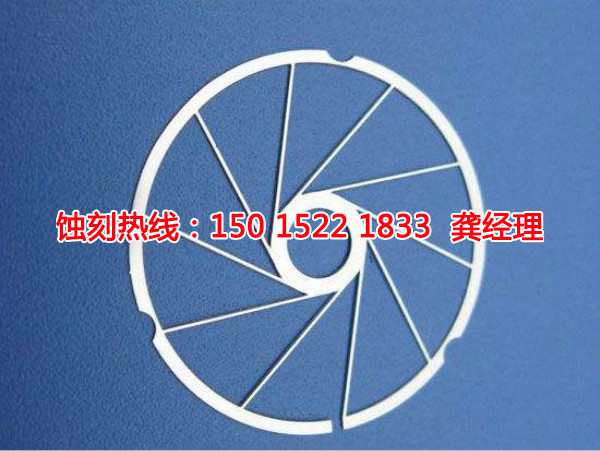
我公司是一家专业从事五金蚀刻精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有蚀刻、抛光、冲压等工艺车间。可以承接大小批量、多样化订单。并满足各类客户的需求。
它是实际的模具和中空模具之间的模具中。由于在热弯曲过程中的热滞后,产品是一种灵活的头部;与固体相比,模具和它的制造相对简单,并且热弯曲操作要求低。
如果它不能通过蚀刻工艺可以解决,激光切割可以在此时被考虑。然而,材料和激光切割过程的现象很容易改变,也就是,将残余物是不容易清洁的或一些燃烧和发黑在清洁过程中会发生。不为0.1毫米孔的完美解决方案。如果要求不是很高的话,你可以试试。
2)蚀刻液的种类:不同的蚀刻液化学组分不同,其蚀刻速率就不同,蚀刻系数也不同。例如:酸性氯化铜蚀刻液的蚀刻系数通常为3,碱性氯化铜蚀刻液的蚀刻系数可达到4。近来的研究表明,以硝酸为基础的蚀刻系统可以做到几乎没有侧蚀,达到蚀刻的线条侧壁接近垂直。这种蚀刻系统正有待于开发。
对于有冲压油等表面有非皂化油的工件,在除油时如果不预先用溶剂清洗,往往都达不到除油要求。也许有人会认为通过碱性除油肯定能达到除油的目的,其实不然,工件表面的油污性质并不受控制,是外形加工商根据加工工艺的要求来采用必要的工艺措施,当工件交到手上之后,首先要建立起一个能满足除油要求的表面基准状态,是在这个表面基准状态上进行除油处理。现在很多蚀刻厂都会购置一些自动清洗设备来对工件进行除油处理,同时也比较依赖这些设备,而对除油后的工件不太注重进行除油效果检查,往往会因为除油不净的原因造成产品质量不稳定。除油效果最简单也最有效的检查方法就是要求工件表面有连续水膜保持30s不破裂为合格,这个方法在书中会多次提到。