欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


下切严重影响印刷生产线和严重不良侵蚀的精度将使它不可能使细线。如果咬边和装饰减少,蚀刻因子增加。高蚀刻因数表示保持细线,从而关闭蚀刻线到其原始大小的能力。是否电镀抗蚀剂是锡 - 铅合金,锡,锡 - 镍合金或镍,过多毛刺可引起金属丝的短路。因为突出边缘是容易出现故障,一个桥接导体两点之间形成。提高板之间的蚀刻处理速度的均匀性:蚀刻在连续板可导致更均匀的蚀刻处理以更均匀的速率来蚀刻所述衬底。为了满足这一要求,就必须确保腐蚀始终处于最佳的腐蚀过程。这需要蚀刻溶液的选择,这是很容易再生和补偿,并且蚀刻速度是很容易控制。选择自动地控制工艺和设备,其提供恒定的操作条件和各种溶液参数。

镀铬是泛指电镀铬,镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬是比较好的一种增加表面硬度的方法,但它也是有优缺点的,那么精密蚀刻
蚀刻技术可分为湿式蚀刻和干根据处理分类的蚀刻。湿法刻蚀还包括化学蚀刻和电解腐蚀。湿法刻蚀一般只用于清洁和几个模式。

选择刨刀一般应按加T要求、工件材料和形状等来确定。例如要加工铸铁件时通常采用钨钴类硬质合金的弯头刨刀,粗刨平面时一般采用尖头刨刀。尖头刨刀的刀尖部分应先磨出r=1~3mm的圆弧,然后用油石研磨,这样可以延长刨刀的使用寿命。当加丁表面粗糙度小于3.2μm以下的平面时,粗刨后还有精刨,精刨时常采用圆头刨刀或宽头平刨刀。精刨时的进给量不能太大,一般为0.1~0.2mm。
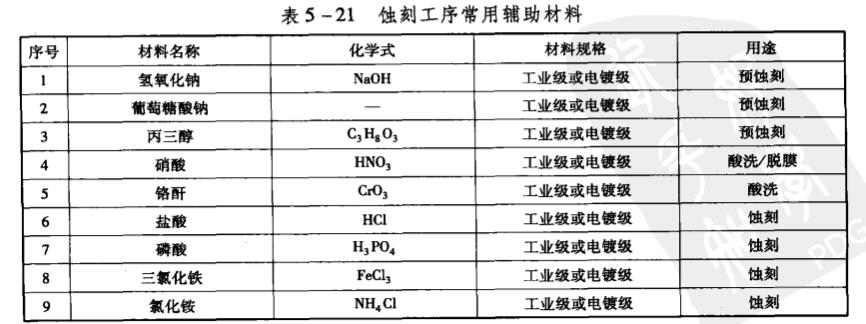
从图5 -3巾可以看出,存一个较宽的溶铜范围内,添加NH4CL溶液,蚀刻速度较快,这与铵能与铜生成铜铵络离子有很关系。但是这种溶液随着温度的降低,溶液中会有一些铜铵氯化物结晶(CuCI2·2NH4cL)沉淀。向添加NaCI溶液.蚀刻速度接近添加盐酸溶液的蚀刻速度,因此通常在喷淋蚀刻中多选用盐酸和NaCI这两种氯化物。但是在使用NaCI时,随着蚀刻的进行,溶液PH值会增高,导致溶液叶中CuCL2的水解变混浊,在这种蚀刻液中维持定的酸度是很重要的。
据此前媒体报道,受中国微半导体自主开发的5纳米刻蚀机正式进入了台积电生产线。虽然与光刻机相比,外界对刻蚀机的认知一定的局限性,但你应该知道,有在芯片制造工艺1000多个工序,刻蚀机是关系到加工的精度。一步法光刻精度。因此,成功的研究和中国微半导体公司的5纳米刻蚀机的发展也意味着我国的半导体领域的重大技术突破。
2.静态除尘,敏化油喷雾剂,和检查。当由IQC加工的工件是通过检查IQC,它切换到下一个过程:喷涂敏化油,但是因为它是在生产中产生的,静电喷涂必须喷涂敏化油之前进行。在我们的测试中擦拭过程中,该产品将有不同程度的静电。它可以吸附灰尘,所以静电必须被移除。静电消除之后,灰尘不会吸收产品。静电消除后,继续下一个步骤:喷涂敏感的油。喷涂清漆的感觉,主要是在制备预曝光(曝光),产品和致敏油喷雾的过程。在完成加油操作后,产品必须仔细检查。检查的目的是该制品是否燃料喷射过程中与油喷洒。不良现象,如残余油残基。当电路的所选产品,它将流入下一工序:感光(曝光)。
一般蚀刻后配合冲压。也就是说,蚀刻可以依照冲压的模具设计成相应的模具冲压定位点。比如,成形,折弯的定位孔,可以在蚀刻时一并加工完成。还有一些连续模冲压的问题,也可以让蚀刻产品做好相应的定位。这样就很好的解决了蚀刻后配合冲压的问题。两种工艺相得益彰!互补互助,在市场上得到了广泛的应用。
?本公司秉着“信誉、品质第一,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。材料厚度范围0.03-1.0mm,并且可以来料加工不锈钢。
在蚀刻之后,丝网印刷油墨必须被去除。常见抗酸油墨容易溶于碱。被蚀刻的板浸在50-80℃的温度下40-60克/升的氢氧化钠溶液。浸泡几分钟后,墨水可以被删除。