欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


3)蚀刻速率:蚀刻速率慢会造成严重侧蚀。蚀刻质量的提高与蚀刻速率的加快有很大关系。蚀刻速度越快,板子在蚀刻液中停留的时间越短,侧蚀量越小,蚀刻出的图形清晰整齐。

前处理主要分为清洗和表面转化二个部分。前处理就是对铁板、钢板、镀锌板等金属的表面进行清洗、化学处理,而使底材易于电泳涂装,从而得到所需的防腐蚀涂层。经过表面清洗、磷化或转化而在底材上形成一层膜,主要作为涂料的底层,并不是对暴露于大气中的底材表面所进行的防锈处理或作进一步的贮存。
然而事实并非如此,尽管蚀刻设备用的是PVC材料或者PP材料,PP的却要贵很多!而大部分采用的是PVC,但是价格依然不菲!大家为了缩减开支找到了另外一种材料(目前我还说不出名字),这种材料看上去跟PVC材料一模一样而且厚,但是较轻,虽然表面跟PVC材料一样。但是仔细辨别不难发现,这种材料的中心类似于泡沫,虽然密度稍高,但是依然很明显。这就说明了为什么这么轻,而且PVC都在按立方算价格的,这种轻的至少便宜了一半以上的价格。而且在制造过程中,根本不使用高温焊接,因为容易损坏材料,所以大部分用特殊胶水粘,短期是不会断裂漏水的!所以也极大的缩短了制造时间也节省了人力资源也就缩减了开支和设备投入成本。所以设备的价格差距就出现了,因为成本低,所以价格便宜,如果打价格战也更有优势!
蚀刻精度通常是直接关系到该材料的厚度,并且通常是成比例的。例如,当厚度为0.1mm的材料的蚀刻精确度为+/-0.01毫米,厚度为0.5mm的材料的蚀刻精度为+/- 0.05毫米,和所使用的材料的蚀刻精度为1 / -0.1毫米。不锈钢蚀刻加工特性:1.低开模成本,蚀刻加工可以根据设计者的要求可以任意改变,并且成本低。 2.金属可实现,从而提高了公司的标志和品牌转型,实现半切割。 3.非常高的精度,精度最高可达到+/-0.01毫米,以满足不同产品的装配要求。 4.具有复杂形状的产品,也可以在不增加成本的蚀刻。 5.在没有毛刺和压力点,产品将不会发生变形,材料性质不会改变,并且该产品的功能不会受到影响。 6.厚和薄的材料可以以相同的方式,以满足不同的组装的部件的要求进行处理。 7.几乎所有的金属被蚀刻,并且有各种图案的设计没有限制。 8.各种金属部件的制造可以没有机械处理来完成。

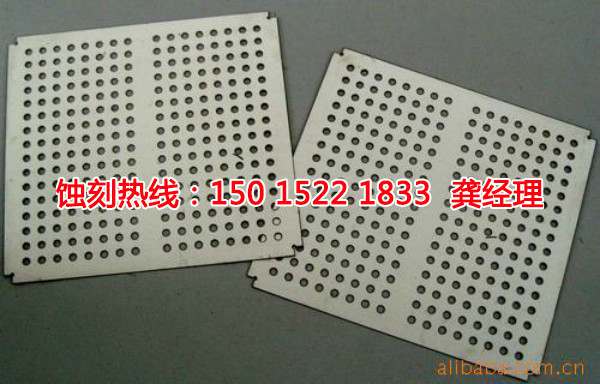
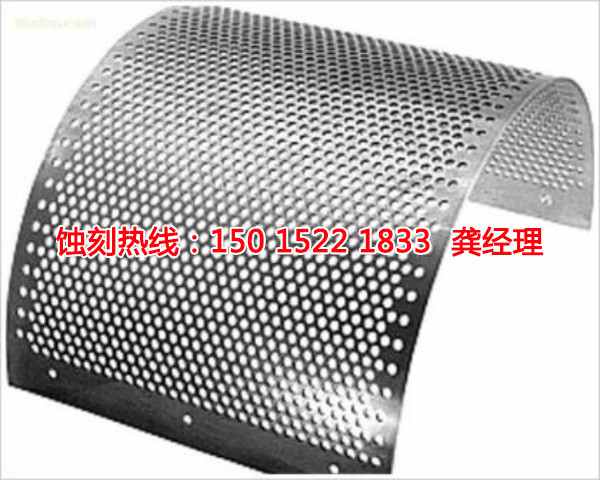
滤波器特性:直接过滤,工艺简单,透气性好,均匀和稳定的精度,无泄漏,良好的再生性能,快速再生速度,安装方便,高效率和长使用寿命。通常情况下,过滤器覆盖,并通过激光器使用,但是这两种方法都有相同的缺点。冲孔和激光加工将有毛刺的大小不同。化学蚀刻是一个新兴的过程。该产品可通过变形和无毛刺蚀刻不能达到+/- 0.001取决于材料的厚度进行加工。金属蚀刻工艺盖以保护第一部分,其是丝网印刷或丝网印刷在基板上,然后化学或电化学方法用于蚀刻不必要的部分,最后保护膜被去除,以获得治疗产物。它是在印刷技术的应用中的关键步骤,例如初始生产迹象,电路板,金属工艺品,金属印刷,等等。由于导线电路板的导线是薄且致密的,机械加工难以完成。不同的金属材料具有不同的性质,不同的蚀刻图案精度和不同的蚀刻深度。在制备中使用的蚀刻方法,工艺和蚀刻溶液是非常不同的,和所使用的光致抗蚀剂材料也不同。
镀铬是泛指电镀铬,镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬是比较好的一种增加表面硬度的方法,但它也是有优缺点的,那么精密蚀刻
蚀刻速率可以通过控制蚀刻液中的酸性部分的浓度来控制。例如,当仅添加磷酸,以控制酸成分的浓度,硝酸的在蚀刻溶液中的浓度,即,在蚀刻液中的氧化剂的浓度可以降低。另外,如果氧化剂的浓度变得过低,存在这样的担忧的是,上述式(B)的反应不能进行,并且蚀刻速度是低的。因此,在本发明的一个优选实施方案中,通常,磷酸与硝酸的比例被确定为满足上述式(C)和(d)。然而,即使这些方程不被蚀刻剂满足,只要硝酸(摩尔)的浓度是在一定范围内(AY),离子化金属浓度(A)(A)和金属产品的价率( Y)都大。
据悉,由国内其他企业的单玻璃减薄的主要厚度为0.2mm?0.15毫米,但难以实现大规模生产超薄玻璃0.07毫米及以下的。汇景显示是首先使用蚀刻工艺,以实现大量生产柔性超薄玻璃构成,以产生柔性玻璃用于UTG使用。
铜的电和热导率是仅次于银,并且它广泛用于电和热设备的制造。紫铜在大气中良好的耐腐蚀性,海水和某些非氧化性酸(盐酸,稀硫酸),碱,盐溶液和各种有机酸(乙酸,柠檬酸),而在化学工业中被用于。