欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


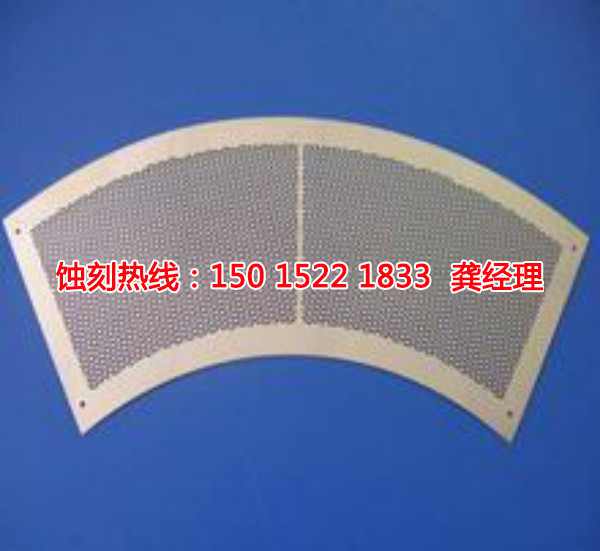
通常,在横向方向上蚀刻的抗腐蚀层的宽度A被称为横向腐蚀量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。如上所述,所提到的圆弧R的上述大小由蚀刻深度的影响,在蚀刻窗的蚀刻深度,蚀刻溶液的比例,蚀刻方法的最小宽度,以及材料组合物的类型。侧面蚀刻的量决定化学蚀刻的精确性。较小的侧蚀刻,加工精度,和更宽的应用范围。相反,处理精度低,以及适用的范围是小的。的底切的量主要受金属材料。金属材料通常用于铜,其具有至少侧腐蚀和铝具有最高的侧腐蚀。选择一个更好的蚀刻剂,虽然在蚀刻速度的增加并不明显,但它确实可以增加侧金属蚀刻工艺的蚀刻量。蚀刻过程:处理直到铸造或浸渍药物与药物接触,使得仅露出部分被溶解,并在暴露的模具中取出。所使用的溶液是酸性水溶液,并且将浓度稀释至可控范围。浓度越厚,温度越高,越快蚀刻速度和较长的蚀刻溶液和处理过的表面,更大的蚀刻体积。当药物被蚀刻,并加入到整个模具时,药物之间的接触时间以水洗涤,然后用碱性水溶液中和,最后完全干燥。腐蚀完毕之后,模具无法发货。用于掩蔽操作的涂层或带必须被去除,并且蚀刻应检查均匀性。例如,蚀刻使得需要修复凹凸焊接或模具材料。
5.蚀刻过程防止氨的过度挥发。因为铜的蚀刻过程中,氨和氯化铵期间需要时被溶解之后被连续地补充。氮的波动是非常大的,并且使用主板时,它不应该挥发过快,抽吸力不宜过大。当药水的消耗量增加,你一定要记得关闭阀门,如抽避免浪费氨徒劳的。
酸性CuCl2蚀刻液主要由CuCl2、NaCL和NH4CL等组成。在这种蚀刻液中,由于CuCL2中的Cu2具有氧化性,将零件表面的铜氧化成Cu+.Cu+和CL-结合成Cu2Cl2,其反应如下:

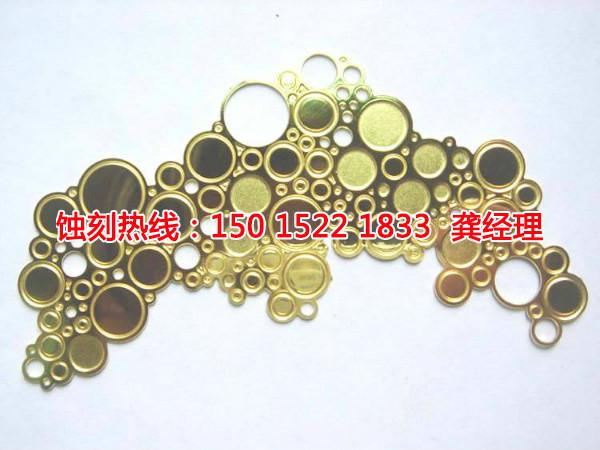
304不锈钢蚀刻加工材料H-TA是指蚀刻的不锈钢的平坦度的要求。 H表示硬度,和TA的最小值从日本进口高于370是表面处理,即,在生产过程中的额外的退火处理。 TA =应变释放退火FINISH是由日本所需要的线性材料。例如:SUS304CSP-H还没有任何平整度要求,并SUS304CSP-H-TA有平整度要求。镜:金银硬币的表面,这被称为金,银硬币的反射镜表面的平坦性和平滑性。较薄的反射镜的表面上的金银币具有较高的平坦度和光滑度。在技??术?在外科治疗方面,生产模具和空白蛋糕的表面的平坦部必须严格抛光以产生高度精确的镜面效果。基本信息:反射镜金属切削和改善机械部件的使用寿命的最有效手段的最高状态。反射镜表面被机械切割,这可以清楚地反映了图像产品的金属表面的传统的同义词后它是非常粗糙的。没有金属加工方法是一个问题。总会有在薄凸缘的波峰和波谷是交错上表面的一部分的迹象。粗糙化的表面可以用肉眼可以看到,并且所述抛光的表面仍然可以用放大镜或显微镜观察。这是将被处理的部分,它曾经被称为表面粗糙度。由国家指定的表面粗糙度参数是参数,则间隔参数和整体参数的高度。
3。增感和显影敏化(曝光)是在薄膜上喷涂感光油的产物。本产品的主要目的是允许该产品被暴露于在膜中的图案。在曝光(曝光),电影不应该特别注意的倾斜夹具,否则产品布局将偏斜,导致有缺陷的产品,而且电影也应定期检查,折叠现象不会发生,否则有缺陷的产品会出现。光曝光(曝光)后,下一步骤是进行:开发;发展的目的是开发一种化学溶液洗去未曝光区域和巩固形成在暴露的部分蚀刻的图案。开发后,检查者选择和检查,这是不可能发展或有破车产品。一个好的产品会进入下一道工序:密封油。
蚀刻主要分为正面和背面阶段。第一阶段通常是硅和硅化合物的蚀刻,而后者阶段主要是金属和电介质的蚀刻。
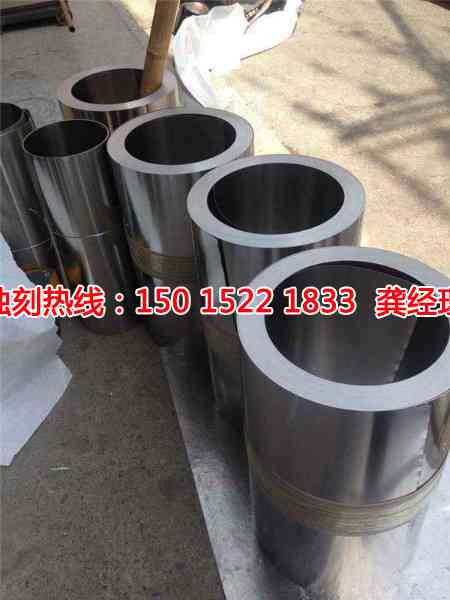
与锡为主要合金元素的铜合金(1)锡青铜被称为锡青铜。其中在工业中使用的锡铜器中,锡含量为大多3 ND和14个锡青铜之间。有一个锡含量适合在小于5秒的冷处理? ? ? ? ;?是锡青铜的O7第二与锡含量为5秒适于热加工? ;锡青铜有锡含量大于10?适用于铸造。锡青铜广泛用于造船,化工,机械,仪器仪表等行业。它主要用来制造轴承,衬套和其它耐磨零件,弹簧等弹性部件,以及耐腐蚀和抗磁性组件。
3.激光蚀刻方法的优点是,没有整齐蚀刻和直边,但成本非常高,这是化学蚀刻的两倍。当在印刷电路板上印刷工业焊膏,最广泛使用的不锈钢网是激光蚀刻。
公司成立至今,经过十年努力开拓,已经迅速的发展成拥有多条进口高精密蚀刻和大批量超精密蚀刻生产线(最小公差可做到0.005mm,最细线宽0.03mm,最小开口0.03mm).......