欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


白云区铁网蚀刻联系电话
(2)删除多余的大小。如不锈钢弹簧线,导线必须是φ0.80.84,实际线径为0.9。如何统一成品φ0.80.84,以及如何有效地除去在热处理过程中产生的毛刺和氧化膜?如果机械抛光和夹紧方法用于去除毛刺,它们的直径和比例均匀地除去从0.06至0.1mm正比于线去除圆周。不仅是加工工艺差,效率低,加工质量也难以保证。化学抛光的特殊解决方案可以实现毛刺和规模在同一时间的目的,并均匀地去除多余的导线直径。另一个例子是,对于不锈钢一些件,尺寸较大,并且用于电化学抛光的特殊溶液也可以用于适当地减小厚度尺寸,以满足产品尺寸要求。
蚀刻过程:处理直到铸造或浸渍药物与药物接触,使得仅露出部分被溶解,并在暴露的模具中取出。所使用的溶液是酸性水溶液,并且将浓度稀释至可控范围。浓度越厚,温度越高,越快蚀刻速度和较长的蚀刻溶液和处理过的表面,更大的蚀刻体积。当药物被蚀刻,并加入到整个模具时,药物之间的接触时间以水洗涤,然后用碱性水溶液中和,最后完全干燥。腐蚀完毕之后,模具无法发货。用于掩蔽操作的涂层或带必须被去除,并且蚀刻应检查均匀性。例如,蚀刻导致不均匀的焊接或模制材料被修复。如有必要,从涂覆的图案除去的蚀刻表面,只留下未处理的表面作为掩模,然后执行光刻或酸洗操作,或执行喷砂使被腐蚀的表面均匀且有光泽。
消费者在做出选择的时候应该优先考虑大型的铝单板厂家,因为小型的厂家虽然也能够提供服务,但是鉴于规模的大小,小型铝单板厂家的项目经验

这与印件表面特性、电化铝的性质、烫印温度及压力等多种因素有关。①印件表面喷粉 太多或表面含有撤粘剂、亮光浆之类的添加剂,这将妨碍电化铝与纸张的吸附。解决办法:表面去粉处理或在印刷工艺中解决。②电化铝选用不当直接影响烫金牢度。应根据烫金面积的大小,被烫印材料的特性综合考虑选用什么型号的电化铝。国产电化铝主要是上海申永烫金材料有限公司生产的孔雀牌系列,进口电化铝主要是德国库尔兹(KURZ)的PM与LK系 列,日本的A、K、H系列,南韩KOLON的SP系列。根据我们实践和测试,电化铝选配主要可参照以下分类:普通产品上的烫金(一般墨色)电化铝有88—l型、KURZ的PM型;烟包、化妆品等浓墨色的印刷品(包括印金、印银)的烫金电化铝有88—2型;烟标、化妆品包装等细笔迹烫印的电化铝有88—3、88—4型、PM288等;适用于OPP或PET覆合的纸张以及有UV油墨的纸板、上光纸等产品烫印电化铝有88—4型、K系列、LK系列、以及SP系列。⑧没有正确掌握烫金设备以及烫压时间与烫印温度之间的匹配,影响烫印牢度和图文轮廓的清晰度。由于设备、被烫印材质的不同,烫压时间、烫印温度都有不尽相同。例如,高速圆压圆机速快,压印线接触,烫印温度就要高于圆压平或平压平。一般情况下,圆压圆烫印温度在190℃~220℃,圆压平约在130℃~150℃,平压平约在100℃~120℃。当然,烫压时间、烫印温度与生产效率很大程度上还受到电化铝转移性能的制约。
对于有些金属还有粗化处理,这样综合起来前处理就包括除油、酸洗、粗化、钝化及工序之间的水洗等过程。 在金属表面预处理全过程中,最为关键的是对工件的除油处理。说到除油,从事这行的从业人员都不陌生,但在实际生产中.真正认识到除油的重要性,并且能严格按照工艺要求来对 照自己每天工作的人并不多。
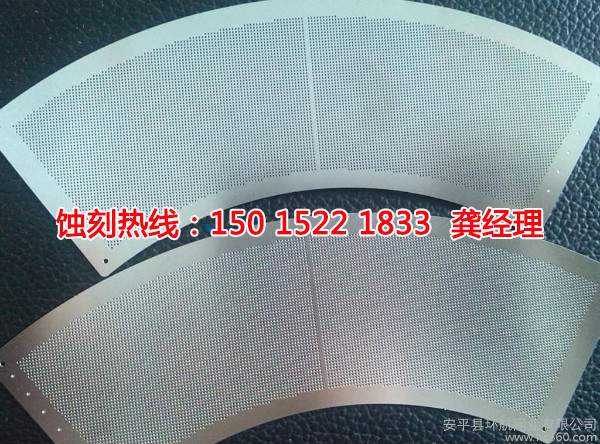
关于功能,处理和高速复印机硒鼓特性。用于高速复印机硒鼓:经处理的产品的名称。具体产品的材质:SUS304不锈钢。材料厚度(公制)是0.15mm0.18mm0.20毫米0.25毫米。该产品的主要用途:高速
如今的铝单板已经成为生活中常见的物品了,作为新时代的装饰材料,铝单板与人们的生活密切关联着,给人们带来不一样的装饰风格的同时也带
在第一临港新区投资论坛日前,平直的腰线阴,而中国微半导体设备有限公司的CEO,该公司提到的公司的进展,并指出,中国微半导体是继台积电的发展按照摩尔定律。后者的3nm的过程中一直在研究和开发了一年多,并预计将试生产,2021年初。
切割→钻孔→孔金属化→满镀铜→粘附感光掩蔽干膜→图案迁移→蚀刻处理→膜去除→电镀电源插头→外观设计生产加工→检查→丝网印刷焊料掩模→焊接材料覆盖层应用→丝网印刷字母符号。
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。
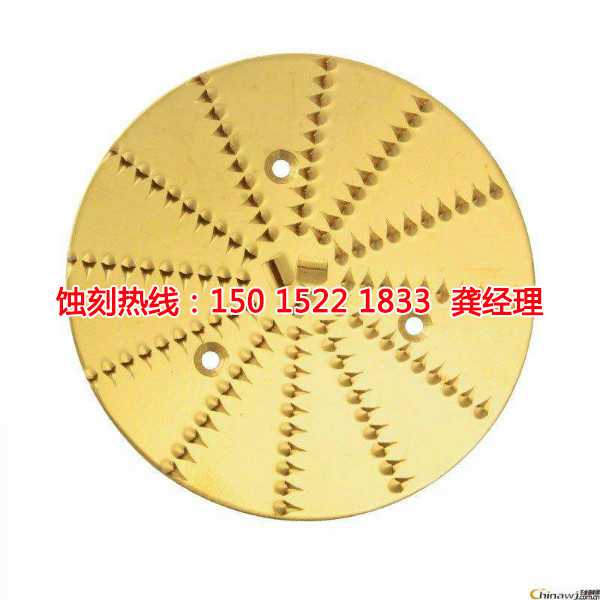
材料厚度:材料厚度确定必须使用的工艺。蚀刻工艺可以解决为0.08mm,0.1M米,0.15毫米?0.2的直径? 0.3MM相关问题。的主要应用是:蚀刻过程。此过程可以有效地匹配用于解决在不锈钢小孔问题的材料的厚度。特别是对于一些小的孔,这是密集的,并且需要高耐受性,也有独特的治疗方法。是否已处理的不锈钢孔有洞,它们的直径和孔的均匀性都非常好。当这样的密集或稀疏针孔产品需要大量生产中,蚀刻工艺也能积极响应。当蚀刻过程解决了如何使小孔在不锈钢的问题,必要的链接需要由材料的厚度的限制。一般来说,在不锈钢打开小孔时,所使用的材料必须根据孔的大小决定。如果厚度大于0.1mm,最小孔必须是一个小孔和0.2mm的孔。