欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


横沥铁网蚀刻厂家电话
抛光:使用灵活的抛光工具和磨料颗粒或其它抛光介质以修改所述工件的表面上。这用砂纸抛光是日常生活中常见。
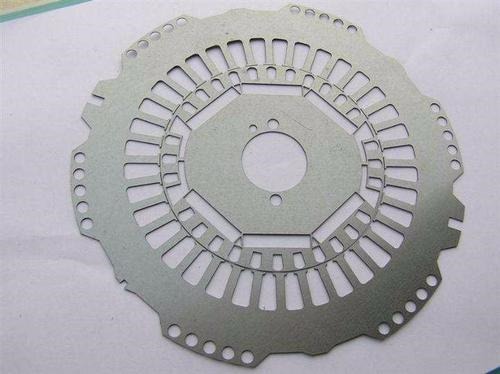
关于功能,处理和蚀刻精密零件的特性。正被处理的产品的名称:分配器的胶合复合片材。该材料的具体产品:SUS304H-CSP材料厚度(公制):0.1-0.5mm本产品的主要目的:先进的胶注射机的喷嘴,喷雾胶均匀

去毛刺(1):蚀刻金属的目的。冲压或不锈钢加工后,有端面或角部,这不仅影响产品的外观,而且还影响所使用的机器。如果使用机械抛光或手工去毛刺,不仅工作效率低,但它不能满足四舍五入设计要求。特殊化学抛光或电化学抛光液体被用来腐蚀毛边而不损坏表面光洁度,和甚至提高了表面光洁度。这是表面处理和加工的组合。
多少知识,你从上面有吗?要了解更多有关最新的行业趋势,不锈钢蚀刻,请继续关注我们的官方网站http://www.shikeyg.com/和更多精彩内容等着你去学习。不锈钢蚀刻精度控制的问题已经在化学蚀刻行业,这是一个难以克服的重要问题。用于形状产品的化学方法将不可避免地有时间和材料厚度的问题。因此,不锈钢蚀刻的准确度将通过以下条件的影响

待蚀刻的金属,没有特别限制,但铝(A1),银,铜,或含有任意一种或多种这些金属作为主要成分的用Al或包含Al的合金的合金以及它们的合金是特别优选的。此外,主要成分在上述合金中的比例通常大于50? ?重量,优选大于80? ?正确。在另一方面,成分(其他成分)的量小的下限通常为0.1?重量。在蚀刻溶液中的磷酸的浓度通常大于0.1? ?重,优选大于0.5? ?重量,特别优选大于3? ?重量,通常小于20? ?重量,优选小于15? ?是重量特别优选小于12? ?重量,更优选小于8? ?重量?越高硝酸浓度,更快的蚀刻速度。然而,当硝酸的浓度过高,形成氧化膜的金属的表面上被蚀刻,并且蚀刻速度降低的倾向。在感光性树脂(光致抗蚀剂)的蚀刻的金属会变差,而边缘蚀刻将增加。因此,酸浓度优选从上述范围内选择。
在2016年3月,公司进行蚀刻工艺市场的全面调查。每半年后,决定签下大订单约3十亿手机标志蚀刻和爱琴海加工业务,二是要在一年内完成的优先级。接到命令后,易格加班和加班费。今年8月,3 F序列完成。据估计,所有的任务都可以年一年半内完成。产品合格率达到99·R
对蚀刻质量的基本要求就是能够将除抗蚀层下面以外的所有铜层完全去除干净,止此而已。从严格意义上讲,如果要精确地界定,那么蚀刻质量必须包括导线线宽的一致性和侧蚀程度。由于目前腐蚀液的固有特点,不仅向下而且对左右各方向都产生蚀刻作用,所以侧蚀几乎是不可避免的,但是有效的控制蚀刻时间和药水配兑会减少侧蚀。 侧蚀问题是蚀刻参数中经常被提出来讨论的一项,它被定义为侧蚀宽度与蚀刻深度之比, 称为蚀刻因子。
1.相关不锈钢蚀刻精密金属材料。下不同的材料和不同的化学条件下,蚀刻效果和速度是不同的。如不锈钢和铝,在相同条件下,其精度会非常不同。一般地,不锈钢和铜被蚀刻用氯化铁酸,而铝与酸和碱制备。在相同条件下进行蚀刻,不锈钢的精度将更高
主板、 电源板、 高压板、电机齿轮组 、打印头、 打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、摆轮 、鼓芯、充电辊、磁辊、碳粉等等。