欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


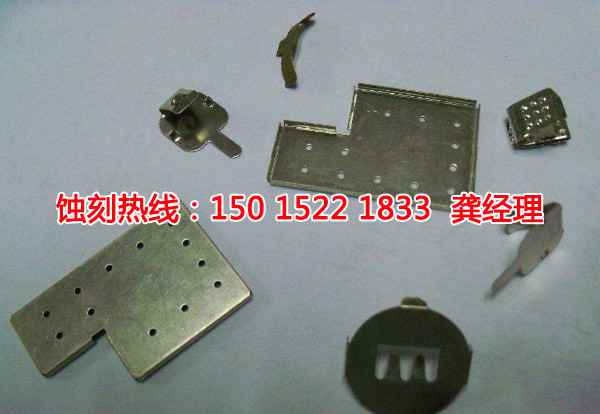
松岗金属镂空蚀刻技术
一般蚀刻后配合冲压。也就是说,蚀刻可以依照冲压的模具设计成相应的模具冲压定位点。比如,成形,折弯的定位孔,可以在蚀刻时一并加工完成。还有一些连续模冲压的问题,也可以让蚀刻产品做好相应的定位。这样就很好的解决了蚀刻后配合冲压的问题。两种工艺相得益彰!互补互助,在市场上得到了广泛的应用。
缺点:1.焊丝的直径相对较小,通常在0.2mm至0.4毫米之间,并且难以与焊接执行更多的维护工作。因此,焊丝是更昂贵的并且效率更低。
2.静态除尘,敏化油喷雾剂,和检查。当由IQC加工的工件是通过检查IQC,它切换到下一个过程:喷涂敏化油,但是因为它是在生产中产生的,静电喷涂必须喷涂敏化油之前进行。在我们的测试中擦拭过程中,该产品将有不同程度的静电。它可以吸附灰尘,所以静电必须被移除。静电消除之后,灰尘不会吸收产品。静电消除后,继续下一个步骤:喷涂敏感的油。喷涂清漆的感觉,主要是在制备预曝光(曝光),产品和致敏油喷雾的过程。在完成加油操作后,产品必须仔细检查。检查的目的是该制品是否燃料喷射过程中与油喷洒。不良现象,如残余油残基。当电路的所选产品,它将流入下一工序:感光(曝光)。

它可以得到,如果磷酸进行蚀刻和蚀刻溶液后干燥,它不蒸发,以除去硝酸和乙酸。蚀刻溶液包含金属离子和磷酸。磷酸,硝酸,和乙酸作为原料用于蚀刻具有高纯度的产品具有低于ppm的杂质含量的溶液。因此,它可以通过从液体含有蚀刻的金属和磷酸和离子交换树脂或高纯度磷酸蚀刻金属来获得。此外,如果被去除的金属也通过蚀刻回收,它可以用作各种原料。

我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都
消费者在做出选择的时候应该优先考虑大型的铝单板厂家,因为小型的厂家虽然也能够提供服务,但是鉴于规模的大小,小型铝单板厂家的项目经验
选择刨刀一般应按加T要求、工件材料和形状等来确定。例如要加工铸铁件时通常采用钨钴类硬质合金的弯头刨刀,粗刨平面时一般采用尖头刨刀。尖头刨刀的刀尖部分应先磨出r=1~3mm的圆弧,然后用油石研磨,这样可以延长刨刀的使用寿命。当加丁表面粗糙度小于3.2μm以下的平面时,粗刨后还有精刨,精刨时常采用圆头刨刀或宽头平刨刀。精刨时的进给量不能太大,一般为0.1~0.2mm。
EDM穿孔,也称为电子冲压。对于一个小数量的孔,例如:约2或5时它可以被使用,它主要用于诸如模塑操作,不能大量生产。根据不同的材料和不同的蚀刻处理的要求,该化学蚀刻方法可以在酸性或碱性蚀刻溶液进行选择。在蚀刻工艺期间,无论是深蚀刻或浅蚀刻,被蚀刻的切口基本相同,横向蚀刻在子层与所述圆弧的横截面形状进行测定。只有当蚀刻过程是从入口点远离将一个“直线边缘”的矩形横截面在行业形成。为了实现这一点,在一段时间后,该材料已被切割并蚀刻,使得所述突出部可被完全切断。它也可以从这个看出,使用化学方法精密切割只能应用于非常薄的金属材料。的能力,以化学蚀刻以形成直的部分取决于所使用的蚀刻设备。和在处理方法中,使用这种类型的设备是一个恒定压力下的通常的喷雾装置,并且蚀刻喷射力将保证暴露于它的材料将迅速溶解。溶解也被包括在所述圆弧形状的中心部分。以下是蚀刻的金属也是非常重要的是具有强腐蚀性兼容。蚀刻剂的强度,喷雾压力密度,蚀刻温度,设备的传输速率(或蚀刻时间)等。
与此同时,刚过刻蚀机被批准台积电,中国微半导体公司最近接到一个大订单。国内仓储公司长江寄存立即购买9个刻蚀机来自中国微半导体公司。
2.电化学etching-这是使用工件作为阳极,使用电解质来激发,并在阳极溶解,实现刻蚀的目的的方法。它的优点是环保,环境污染少,并没有伤害到工人的健康。的缺点是,蚀刻深度是小的。当在大面积上进行蚀刻,电流分布是不均匀的,并且深度是不容易控制。
镀铬是泛指电镀铬,镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬是比较好的一种增加表面硬度的方法,但它也是有优缺点的,那么精密蚀刻
如果我们落后,我们就要挨打。中国技术的不断发展壮大,使我们在世界上站稳脚跟。花了11年国产刻蚀机通过5个纳米,这意味着中国的半导体技术有了长足的进步终于成功破发。