欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


长安网孔蚀刻技术
为了解决这个问题,首先要了解在不锈钢小孔,它们之间的关系,并且所述孔的尺寸和材料的厚度之间的关系之间的困难的过程性能和关系,所以。和匹配处理技术。以下是一个简要介绍的不锈钢小孔一些方法,过程和限制。材料厚度:由必须使用该方法材料确定的厚度。该蚀刻工艺可以解决制造小孔直径为0.08mm,0.1mm时,0.15毫米,0.2毫米,和0.3毫米的问题。

消费者在做出选择的时候应该优先考虑大型的铝单板厂家,因为小型的厂家虽然也能够提供服务,但是鉴于规模的大小,小型铝单板厂家的项目经验肯定是不能和大型的厂家相提并论,那么那...

金属表面预处理,所谓预处理,是指对某种金属材料在进行防蚀层制作前或蚀刻前的预先加工处理过程。 其目的是为某种金属材料提供一个表面状态一致的基准,然后在这个基准上再进行后续加工过程。 预处理质量的合格与否,将直接影响到金属蚀刻的最终质量。表现得最为突出的就是经预处理后工件表面与防蚀层之间的附着力关系,只有经过良好预处理的工件才能制作出满足蚀刻要求的防蚀层。同时,预处理也是金属蚀刻最先进行的工序,只有良好的开端才会有满意的结果。本节将对金属表面预处理所包括的各个工序及步骤逐一展开讨论。
这是很难控制温度和精度,很容易导致玻璃的不同部分的不均匀加热。有必要买一个新的半自动/全自动弯管机。

仅在后过程中每个步骤的详细描述将有在处理的可操作性和可管理性。在一个完整的和合理的处理流程中,所需要的材料,必要的设备,需要的操作符,和工件的输入被处理,以完成输入处理。然后,运营商使用他们的相应设备,原材料,工具等根据一系列在他们自己的过程要求加工活动,最后获得从设计图纸完成生产过程的处理所需要的合格的生产。产品。通过这一系列的活动,输出过程完成。合格的产品是通过完成导出过程中给公司带来的社会效益和经济效益得到。以上是该过程的内部部分。所谓结构,是指处理流程和各种处理之间的关联的所述组合物的两种方法的组合物之间的逻辑关系:“AND”和“OR”。这种关系是很容易理解谁研究电子阅读器。在这里,我们使用的电路形成示于图I-12。对于大多数的处理流程是基于一系列结构的,也有关于上游和下游之间的关系的选择题。在该处理流程的序列结构,它是根据该程序的执行的顺序进行,而在平行的关系,它是在一个多选方式进行。也有两个选项从这里选择:可选和条件。这要看情况具体分析,不能一概而论。例如,对于脱脂,常用的化学脱脂方法包括强碱性脱脂,弱碱性脱脂,弱酸脱脂,和弱酸脱脂。当有必要进行脱脂工件,有四个选项。如果工件的表面被轻微污染,这四种方法可以不管所使用的工件的腐蚀,但优选弱碱或酸的脱脂方法;如果工件的表面被严重污染,仅强碱或强酸的脱脂处理将不会受到影响。认为解决了工件的腐蚀。应当指出的是,也有脱脂和脱脂电油。对于污染严重或高要求的工件,化学除油和权力的结合通常被使用,并且结合使用实际上已经成为一个系列的关系。为了确保生产韩村的产品的过程中得到有效控制,这也将是一个重要的过程,也被称为反馈之间的反馈,以确保最稳定的产品质量和正常生产。在图中所示的处理的结构。 1至3。
放置三轴切割机的表在玻璃板上,打开粗磨轮的形状,并打开照相机孔。切割表面是粗糙的,同时留下0.1mm的余量在一侧。
PVC的流动特性相当差,其工艺范围很窄。特别是大分子量的PVC材料更难于加工(这种材料通常要加入润滑剂改善流动特性),因此通常使用的都是小分子量的PVC材料。PVC的收缩率相当低,一般为0.2~0.6%。
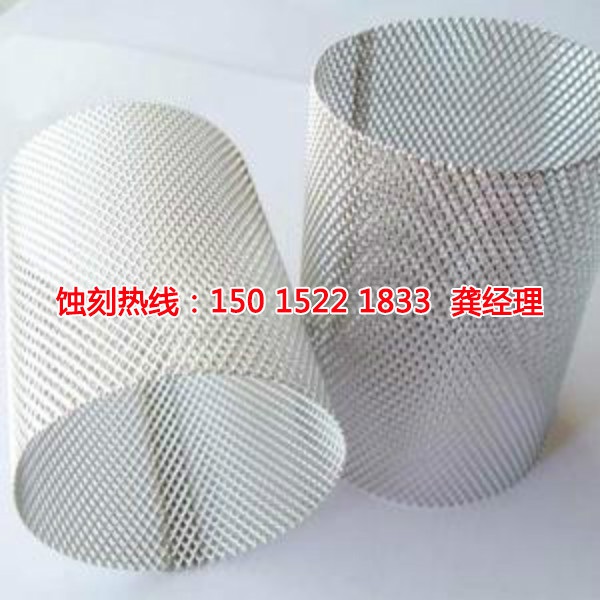
金属蚀刻栅格通过蚀刻工艺加工。它被广泛应用于精密过滤系统设备,电子设备部件,光学,和医疗设备仪器。通常的蚀刻处理后的金属网具有小孔径,密集排列,精度高的特点。因此,我们应该生产和加工过程中要注意质量控制。今天,我们将为您介绍在金属蚀刻网,这是很容易进程的问题及原因。 。 (2)化学蚀刻处理的一般处理的流程:预蚀刻→蚀刻→水洗→酸清洗→水洗→脱腐蚀保护膜→水洗→干燥(3)电解蚀刻的一般处理流程进入键→电源→蚀刻→水洗→酸浸→水洗→除去抗蚀剂膜→水洗→干燥3.化学蚀刻处理的几种方法是等价的静态蚀刻处理(1)的应用程序。所述电路板或部件进行蚀刻时,浸渍在蚀刻溶液蚀刻的一定深度,以水洗涤,取出,然后进行到下一个过程。这种方法只适用于几个测试产品或实验室。 (2)动态蚀刻过程A.气泡型(也称为吹型),即,在容器中的蚀刻溶液与空气和用于蚀刻鼓泡(起泡)的方法混合。 B.溅射方法,其中所述蚀刻靶在执行蚀刻并通过喷雾在容器上进行蚀刻处理的方法飞溅到液体的表面上。 C.在喷雾型时,蚀刻液喷在该物体的表面上以一定的压力来执行蚀刻工艺。
总体来说,PVC板密度高、耐磨、抗酸性能强、而且在做成蚀刻设备的时候,焊接工艺好的话会非常的牢固,通过泵引起的机身震动声音小,对机身也没有影响!这都取决于该材料的高密度和重量。
本来,如果你继续在硅谷奋斗,你将能够取得更大的腐蚀,但精英团队带领拼命地回到中国,开始了自己的生意,誓要摆脱在蚀刻机行业在美国的禁令。随着精英团队的整体实力,为中国微半导体全力支持政府部门,中国腐蚀机械制造业正在迅速提高。
在17世纪后期,人们已经开始使用蚀刻技术来测量量具的刻度。作为一种工具,它已经从以前的作品不同的待遇。它需要它的产品,这需要蚀刻技术,以达到一定的批量产品。对于高稠度和质量规范一致性的要求精确地为每个进程定义。因为生产批次的水平测量工具不能均匀地校准到彼此,作为结果的测量工具将变得毫无意义。如果一批火炮的尺寸不一致,很明显,这些火炮将无法拍摄了一组指标对同一目标。由于统一的要求,流程规范的历史时刻已经出现。当时,人们可能不会将它定义为一个过程,但它本质上是一样的,它也可以视为过程的原始形式。尤其是在17世纪,由于军事需要结束时,弹道的大小可以计算出来。对于待蚀刻的金属,尺寸,精度和批量一致性是必要的。这时,人们所需要的工艺规范是更为迫切。在此期间,人们发现的第一件事是,这可能是用于固定紫外线的树脂材料。本发明对金属蚀刻的划时代的效果,并提供了开发和金属蚀刻工艺改进技术保证。特别是对于精密电路制造诸如精细图案蚀刻集成电路制造,很难想象,可以在非光敏技术进行处理的任何方法。在20世纪,随着金属蚀刻技术已经解决了,几百年的金属蚀刻技术难题后,人们已经积累了足够的经验,形成了基于这些经验金属蚀刻理论。由于这种治疗方法的逐步成熟,该技术取得了飞速的20本世纪以来的发展。在此期间,感光防腐技术正在逐步改善。此技术的发展包括光敏材料和感光光源的发展。这导致感光设备的开发。金属蚀刻的治疗已被广泛应用于航空一般民用产品。