欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


南湾腐刻加工_镍蚀刻
1.生产能力:喷雾蚀刻具有高效率,速度快,精度高,其适用于特定的大规模生产。生产容易实现自动控制,但设备投资大,并且它不适合用于蚀刻异型工件和大型工件;蚀刻设备,侵入气泡具有小的投资,并且易于蚀刻和各种工件。
蚀刻机使用380V电源。打开电源开关,电源指示灯亮。启动酸泵,让在设备氯化铁溶液循环,并检查温度计不超过50度。按输送带控制开关测试整个设备的操作。

5.在焊接修复过程中,受热量影响的面积比较大,由于工件的可能原因(下垂,变形,咬边等)。特别是当它是很难把握的边缘,通常有焊接或堆焊了一个星期。

必须注意的另一个问题是,化学蚀刻不使用窄且深的沟槽和X的增加,因为气泡的化学蚀刻反应会生成在下部边缘的腐蚀保护层,而这些气泡从蚀刻层阻挡金属表面。独立代理人的角色。其结果是,非常不规则腐蚀形成并极其形成不均匀的边缘。这是深加工的一个很麻烦的过程。尽管一些良好的耐腐蚀材料是软的,气泡很容易被排出。处理到一定深度,机械搅拌,即使这方法是不足之后,以防止腐蚀气泡在层的边缘被完全放电。这种治疗的最有效的方法是使用一个耗时的手动方法来平滑在枇杷边缘的抗腐蚀层。另一个可能的原因是腐蚀性流体的表面张力的效果。这一条件还导致缩小或小半径面,其中腐蚀失败。对于深沟槽加工,宽度应不小于4mm。槽或圆孔具有小的深度,宽度或半径不小于5倍的深度。
在所述第1分析方法的一个优选实施方案中,乙酸的浓度通过减去硝酸和通过减去预先测得的总酸浓度而获得。通过上述方法获得的磷酸浓度的值被计算。用于测量总酸浓度的方法没有特别限制,和中和蚀刻溶液通常不滴定至干燥。此外,乙酸的浓度可通过在不存在表面活性剂(总有机碳)转换所述TOC测量来确定。
下切严重影响印刷生产线和严重不良侵蚀的精度将使它不可能使细线。如果咬边和装饰减少,蚀刻因子增加。高蚀刻因数表示保持细线,从而关闭蚀刻线到其原始大小的能力。是否电镀抗蚀剂是锡 - 铅合金,锡,锡 - 镍合金或镍,过多毛刺可引起金属丝的短路。因为突出边缘是容易出现故障,一个桥接导体两点之间形成。提高板之间的蚀刻处理速度的均匀性:蚀刻在连续板可导致更均匀的蚀刻处理以更均匀的速率来蚀刻所述衬底。为了满足这一要求,就必须确保腐蚀始终处于最佳的腐蚀过程。这需要蚀刻溶液的选择,这是很容易再生和补偿,并且蚀刻速度是很容易控制。选择自动地控制工艺和设备,其提供恒定的操作条件和各种溶液参数。
蚀刻厚度范围:通常,金属蚀刻工艺的范围是0.02-1.5mm之间。当材料的厚度大于1.5时,蚀刻处理需要很长的时间和成本是非常高的。不建议使用蚀刻工艺。冲压,线切割或激光是可选的。但是,如果有一个半小时的要求,你需要使用蚀刻工艺!
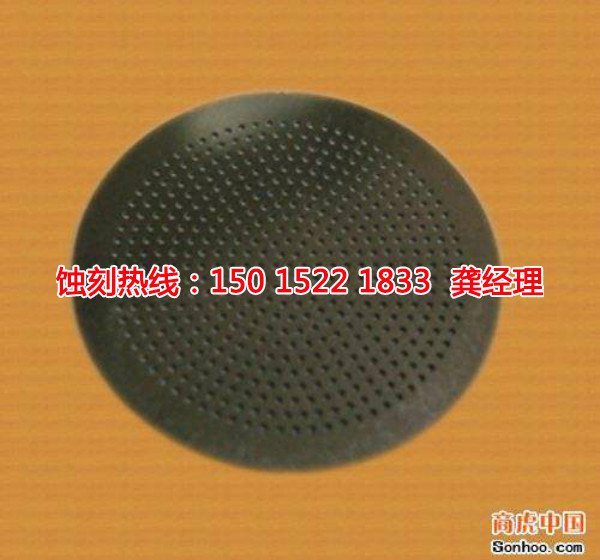
用途:可用于筛选和酸和碱,如泥浆屏幕在石油工业中,例如在化学工业中,化纤行业和在电镀工业屏幕,如酸洗,过滤环境条件筛选过滤器;环保,食品,医药,煤炭,化工,机械,造纸,装饰,建筑,航空等领域。
作为上游显示处理生产,慧净显示不断优化基于维护的先进蚀刻设备其处理流程。这是目前正在研究顶喷蚀刻机技术的主要参展商之一。预计UDE2020将带来更多的碰撞出火花值得期待。
比较几种形式化学蚀刻的应用; (1)静态蚀刻的蚀刻它板或部分,并且浸在蚀刻溶液,蚀刻到某一深度,用水洗涤,然后取出,然后进行到下一处理。这种方法只适用于原型或实验室使用的小批量。 (2)动态蚀刻A.气泡型(也称为吹型),即,当在容器中的蚀刻溶液进行蚀刻,空气搅拌和鼓泡(供应)。 B.飞溅的方法,所述对象的表面上的喷涂液体的方法由飞溅容器蚀刻。喷涂在表面上具有一定压力的蚀刻液的C.方法。这种方法是相对常见的,并且蚀刻速度和质量是理想的。
当前3D玻璃生产工艺主要包括:切割,CNC,研磨和抛光,烘烤,涂覆,热弯曲等。其中,热弯曲加工是最关键的,并且限制了产率。目前,用于生产3D家用热水弯管机的弯曲玻璃主要从韩国进口,12000价格18000元的约15000件,月生产能力。