欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


花都腐刻加工_标牌蚀刻
1 减少侧蚀和突沿,提高蚀刻系数侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使
在蚀刻之后,丝网印刷油墨必须被去除。常见抗酸油墨容易溶于碱。被蚀刻的板浸在50-80℃的温度下40-60克/升的氢氧化钠溶液。浸泡几分钟后,墨水可以被删除。

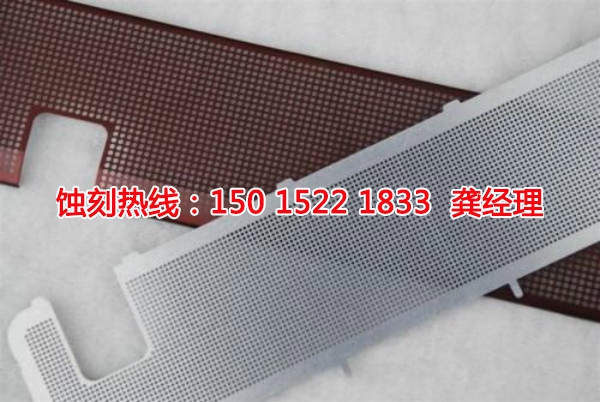
2.金属网字段:电话听筒网格和在通信工业中使用的装饰目;防虫蚊帐和在安防行业中使用的防尘网;防尘网在数码行业,摄像头和MP3;小家电行业等豆浆过滤器,咖啡过滤器等。金属精密蚀刻制备周期短。照相板可设计图纸完成后迅速完成。与此同时,该显卡可随时根据需要改变。这是生产的产品设计阶段的一个非常有价值的部分。生产成本高,周期长。图纸必须被设计为同时皇家城市,不能中途改变,否则成本会更高。精密蚀刻处理技术可以实现低开模的成本,设计可以是任意的,生产周期短,精度高,和其它的变化,因此金属精密蚀刻应用将变得越来越普遍。目前,我们的许多产品与模具制造,然后用模具,可提高生产效率制造。还有谁问很多朋友对冲压模具的选择原则?
另一个例子是华为的5G技术,这是一个国际领先的技术,这将导致通信行业的发展,制定行业规则和标准。因此,我们还有很长的路要走。也许“超车弯道上”的可能性是非常低的,但是我们会越来越稳定和快速。今天,我们可以有5纳米刻蚀机制造商,明天我们可以有第一5nm的光刻机。在那个时候,我们可以说,“中国的芯片生产技术终于通过了欧洲和美国的封锁,占领世界制高点的第一次。”
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面或垂直面等。 (3)切刀:用于切槽、切断、刨台阶面。 (4)弯头刨槽刀:用于加工T形槽、侧面上的槽等。 (5)内孔弯头刨刀:用于加工内孔表面,如内键槽。 (6)成形刨刀:用于加工特殊形状表面,刨刀切削刃的形状与工件表面一致,一次成形。 2、根据结构分类,刨刀可分为整体式刨刀、焊接式刨刀和装配式刨刀。 (1)整体式刨刀:整体式刨刀的刀杆与刀头由同一种材料制成,中小规格的刨刀大都做成整体式。 (2)焊接式刨刀:焊接式刨刀的刀头与刀杆由两种材料焊接而成,刀头一般为硬质合金刀片。 (3)装配式刨刀:大规格的刨刀多做成装配式。刀头与刀杆为不同材料,用压板、螺栓等将刀头紧固在刀杆上。 4、按加工精度可分为粗刨刀和精刨刀。 5、按进给方向可分为左刨刀和右刨刀。
因此,磷酸的中和曲线通常具有第一拐点和第二拐点,并且所述第二拐点是中和滴定的终点。第一拐点,溶液的当pH后当该值变高,在金属的金属离子被蚀刻并沉淀为金属氢氧化物。在此沉淀物的影响下,中和滴定的精度很低,和磷酸的浓度不能被精确地测量。因此,如果滴定量加倍至滴定量直到第一拐点,直到第二拐点和磷酸的浓度进行计算,因为磷酸的浓度不受硝酸的浓度,该磷酸的浓度可以高精确度进行量化。
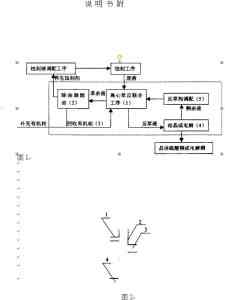
生产三维热弯曲玻璃的主要经历以下过程:玻璃热弯曲,真空预热和预压高温和高压和其它过程。其中,热弯曲模具的选择和热弯曲工艺的操作是三维玻璃工艺的焦点。有三种主要类型的热弯曲模具:特征是,它是易于确保当玻璃的曲率与所述球形表面相一致时,玻璃不会过度弯曲,以及用于操作者的要求不是很高。的缺点是,所述模具的制造成本高,生产周期长。在热弯曲烧制过程中,模具吸收更多的热量,使温度上升缓慢。这是很容易导致在烧制过程蚀在玻璃表面的腐蚀。中空模具中的热弯曲和烧制过程吸收的热量少,而且玻璃的中间被弹簧在烧制过程中支撑,并且将有该产品的表面上没有点蚀。使用这种类型的模具,需要热弯更高的技术要求。
什么是蚀刻最小光圈?有在不能由该蚀刻工艺来处理的所有附图中的某些限制。蚀刻孔= 1.5 *该材料的厚度是例如0.2毫米:有应注意设计的图形卡时,几个基本原则。如果需要最小的孔开口直径= 0.2×1.5 = 0.3毫米,小孔可制成,而且它也取决于该图的结构。孔和材料的厚度之间的线宽度为1:1,例如,该材料的厚度为0.2mm,且剩余线宽度为约0.2毫米。当然,这还取决于产品的整体结构。对于后续咨询工程师谁设计的产品,并讨论了特殊情况下的基本原则。蚀刻工艺和侧腐蚀的准确性:在蚀刻过程中,有除了整体蚀刻方法没有防腐蚀处理。我们一定要注意防腐蚀层。在蚀刻“传播”的问题,也就是我们常说的防腐蚀保护。底切的大小直接相关的图案的准确度和蚀刻线的极限尺寸。通常,在横向方向上蚀刻的抗腐蚀层的宽度A被称为横向腐蚀量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。
干法蚀刻具有广泛的应用范围。由于其强大的蚀刻方向,精确的工艺控制,为方便起见,没有脱胶,没有损坏和污染到基底上。
选择刨刀一般应按加T要求、工件材料和形状等来确定。例如要加工铸铁件时通常采用钨钴类硬质合金的弯头刨刀,粗刨平面时一般采用尖头刨刀。尖头刨刀的刀尖部分应先磨出r=1~3mm的圆弧,然后用油石研磨,这样可以延长刨刀的使用寿命。当加丁表面粗糙度小于3.2μm以下的平面时,粗刨后还有精刨,精刨时常采用圆头刨刀或宽头平刨刀。精刨时的进给量不能太大,一般为0.1~0.2mm。
(2)cu+含量对蚀刻速度的影响:随着蚀刻过程的进行,溶液中Cu+浓度会逐渐增大。少量的Cu+就能明显减慢蚀刻速度。如在每升120g cu2+蚀刻液中有4gcu+就会显著降低蚀刻速度。所以在蚀刻过程中要保持cu+的含量在一个较低的浓度范围内。并要尽呵能快地使cu。氧化成cu“,也正凶为这样,才使得酸性cucl:的蚀刻液的普遍使用受到一定跟制。