欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


黄埔腐刻加工_铁网蚀刻
这可以通过溶解铜,pH控制值,溶液浓度,温度和流动溶液的均匀性(喷雾系统喷嘴或喷嘴和摆动)来实现。整个板的表面的均匀性提高了蚀刻加工速度:所述基板与所述基板的表面的上部分和下部分上的蚀刻是通过在衬底的表面上的流速的均匀性来确定的均匀性。在蚀刻工艺期间,上板和下板的蚀刻速度通常是不一致的。一般地,下表面的蚀刻速度比所述上表面高。由于在上板的表面上的溶液的累积,所述蚀刻反应的进行减弱。上部和下部板的不均匀的蚀刻可以通过调节上和下喷嘴的喷射压力来解决。与蚀刻印刷电路板的一个常见问题是,它是难以蚀刻的所有的板表面在同一时间。所述电路板的边缘被蚀刻比基板的中心更快。它是使用喷淋系统,使喷嘴摆动的有效措施。进一步的改进可以通过在板的边缘处具有不同的中心和喷气压力,并间歇地蚀刻所述前边缘和所述板的后边缘,以实现在整个衬底表面上均匀的蚀刻来实现。

工业生产方法 可分两大类:一类是将聚丁二烯或丁苯橡胶与SAN树脂在辊筒上进行机械共混,或将两种胶乳共混,再共聚;另一类是在聚丁二烯或苯乙烯含量低的丁苯胶乳中加入苯乙烯和丙烯腈单体进行乳液接枝共聚,或再与SAN树脂以不同比例混合使用。
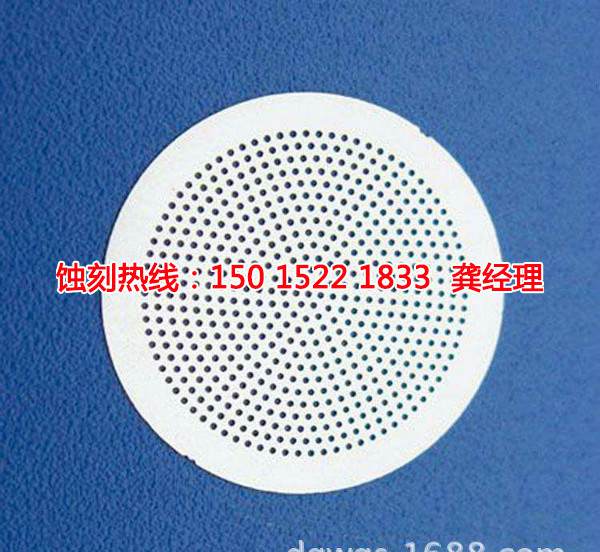
我公司是一家专业从事五金蚀刻精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有蚀刻、抛光、冲压等工艺车间。可以承接大小批量、多样化订单。并满足各类客户的需求。
(2)删除多余的大小。如不锈钢弹簧线,导线必须是φ0.80.84,实际线径为0.9。如何统一成品φ0.80.84,以及如何有效地除去在热处理过程中产生的毛刺和氧化膜?如果机械抛光和夹紧方法用于去除毛刺,它们的直径和比例均匀地除去从0.06至0.1mm正比于线去除圆周。不仅是加工工艺差,效率低,加工质量也难以保证。化学抛光的特殊解决方案可以实现毛刺和规模在同一时间的目的,并均匀地去除多余的导线直径。另一个例子是,对于不锈钢一些件,尺寸较大,并且用于电化学抛光的特殊溶液也可以用于适当地减小厚度尺寸,以满足产品尺寸要求。

1.相关不锈钢蚀刻精密金属材料。下不同的材料和不同的化学条件下,蚀刻效果和速度是不同的。如不锈钢和铝,在相同条件下,其精度会非常不同。一般地,不锈钢和铜被蚀刻用氯化铁酸,而铝与酸和碱制备。在相同条件下进行蚀刻,不锈钢的精度将更高
作为另一个例子,其中产品具有结构目的,生产过程是由设计的处理流程的端部实现的:①Whether蚀刻工件的深度是由设计规定的公差范围内;蚀刻;实际;无论横向尺寸变化的大小和差范围的含量是由设计和工件的表面粗糙度规定的;②工件被腐蚀;蚀刻; ③满足设计要求;等如可以从上面的两个例子中可以看出,不同产品的最终要求是不同的。这需要关键控制点,并在设计过程中的过程控制的方法来实现在设计过程中处理的最终产品,以保证设计目标就可以实现。所谓内部是指必须具有一定的内在内容的过程。也可以说,内容是真实的。这些内容包含在该过程的步骤,所有操作员操作都参与了这些步骤。它也可以是这样描述的:什么样的资源将在一个有组织的活动(一个完整的,合理的工艺文件已经失去了在加工过程中的资源)可以使用,什么活动已经被批准了,怎么什么结果将是丢失的是该系列活动的最终输出,有什么价值转移的结果,和谁产生通过这个过程的输出。所有这些都包含在这个过程中的内在本质。
应用:主要做合成纤维的原料。短纤维可与棉花、羊毛、麻混纺,制成服装用纺织品或室内装饰用布;长丝可做服装用丝或工业用丝,如用于滤布、轮胎帘子线、降落伞、输送带、安全带等。薄膜可作片基,用于感光胶片、录音磁带。注射模塑件可做包装容器。
在这个时候,我们再来说说国内光刻机技术。虽然外界一直垄断我们的市场,我们国内的科学家们一直在研究和发展的努力,终于有好消息。换句话说,经过7年的艰苦创业和公共关系,中国中国科学院光电技术研究所已研制成功世界上第一台超高分辨率紫外光刻机的最高分辨率。这个消息使高级姐姐十分激动。我们使用光波长365nm。它可以产生22nm工艺芯片,然后通过各种工艺技术,它甚至可以实现生产的10nm以下芯片。这绝对是个好消息。虽然ASML具有垄断性,我们仍然可以使用我们自己的努力慢慢地缩小与世界顶尖的光刻机厂商的差距。事实上,这是我们的芯片产业已取得的最大突破。我妹妹认为,中国将逐步挑战英特尔,台积电和三星与芯片,然后他们可以更好地服务于我们的国产手机,如华为和小米。我们的技术会越来越强!
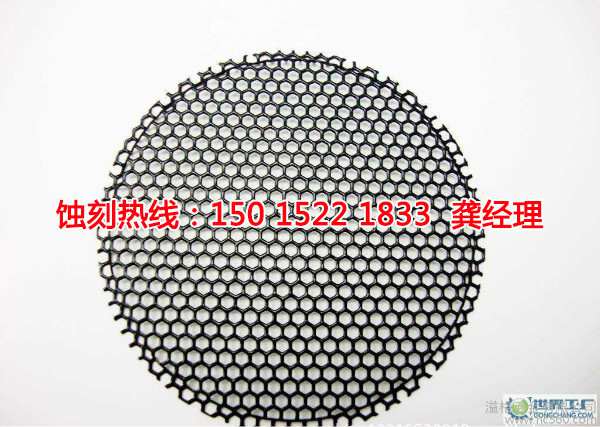
关于功能,处理和高速复印机硒鼓特性。用于高速复印机硒鼓:经处理的产品的名称。具体产品的材质:SUS304不锈钢。材料厚度(公制)是0.15mm0.18mm0.20毫米0.25毫米。该产品的主要用途:高速
对于有冲压油等表面有非皂化油的工件,在除油时如果不预先用溶剂清洗,往往都达不到除油要求。也许有人会认为通过碱性除油肯定能达到除油的目的,其实不然,工件表面的油污性质并不受控制,是外形加工商根据加工工艺的要求来采用必要的工艺措施,当工件交到手上之后,首先要建立起一个能满足除油要求的表面基准状态,是在这个表面基准状态上进行除油处理。现在很多蚀刻厂都会购置一些自动清洗设备来对工件进行除油处理,同时也比较依赖这些设备,而对除油后的工件不太注重进行除油效果检查,往往会因为除油不净的原因造成产品质量不稳定。除油效果最简单也最有效的检查方法就是要求工件表面有连续水膜保持30s不破裂为合格,这个方法在书中会多次提到。