欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


大塘腐刻加工_铁网蚀刻
放置三轴切割机的表在玻璃板上,打开粗磨轮的形状,并打开照相机孔。切割表面是粗糙的,同时留下0.1mm的余量在一侧。
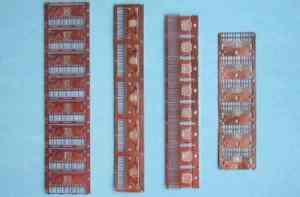
红色铜箔评出了紫红色。它不一定是纯铜,有时材料和属性添加到改善脱氧元素或其他元素的量,所以它也被分类为铜合金。中国铜加工材料可分为四种类型:普通铜(T1,T2,T3,T4),无氧铜(TU1,TU2和高纯度,真空无氧铜),脱氧铜(TUP,TUMn),和特殊的铜合金小类型(铜砷,碲铜,银铜)。

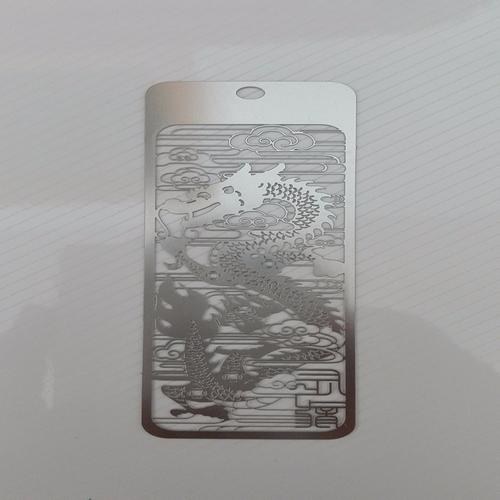
我们秉着“信誉、品质保障,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。我们能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。

东莞市东莞溢格金属科技有限公司始于2007年,专注于不锈钢精密蚀刻网和不锈钢精密蚀刻元件的高端技术研发和工艺创新及生产,生产厂房占地面积5000平方米。公司拥有完整、科学的质量管理体系,于2008年取得ISO9001品质体系认证,2009年通过政府环保部门的检查与认证。为提升质量和提高市场竞争力,公司于2010年成立了五金事业部与蚀刻事业部。 东莞溢格专业从事五金精密蚀刻加工,集蚀刻、冲压和焊接三大生产工艺与一体,是为数不多的具有多种工艺全面组合生产的科技企业,并且和60多家金属表面处理工艺的配套商建立了长期的合作关系,能够为客户提供蚀刻网和蚀刻元件后工艺如:电泳、电镀、喷油、喷漆、钝化、电解等...
关于功能,处理和充电过程中的复印机的产品的引脚名的特征:SUS304H-CSP不锈钢材料厚度(公制):复印机充电的特定产品的销材料厚度为0.1毫米主要该产品的用途:主要用于可充电复印机
1 减少侧蚀和突沿,提高蚀刻系数侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使
然而,在一个过程中,一些相邻的过程可以通过实验调整,使得这些过程可以在相同的工艺完成,使用方法或溶液组合物,但所述过程控制增大。但困难例如,在表面处理时,常常看到,脱脂和除鳞在一个步骤中完成。这些是用于去除油和防锈在一个过程中两种治疗方法。由于这两个过程结合起来,有多于一个的在还原过程等等。然而,这并不一定适用于所有产品,这取决于实际情况。这是为那些谁不有很多的润滑部位是可行的。过程和基本过程之间的区别有时并不十分严格。例如,脱脂可以被认为是基本的加工或处理。这取决于除油在整个过程中的重要性。如果工件的叶进行脱脂,并转移到加工处理生产线的连续表面处理线,就可以被认为是脱脂处理;如果脱脂表面的继续,如果金属蚀刻工艺字面理解,它是一种化学抛光的金属。有些人可能会认为金属蚀刻工艺是指金属的过程中具有一定的腐蚀剂。理解是非常不正确。用在金属蚀刻过程中,蚀刻是只有一个在整个过程中的过程。为了完成这个过程中,有必要多个进程,例如脱脂,制备抗腐蚀层,以及蚀刻后去除防腐蚀层结合起来。毕竟,这是一种处理技术,它不能改善手工艺领域,因为几百年前,金属蚀刻仅由处理器本身的技术水平决定的,不是每个人都可以学习这个技术,这个时期主要是在生产模式,如凯嘉或其它手工艺。使用的抗腐蚀材料是唯一的天然有机材料,诸如天然树脂,石蜡,桐油和大多数早期的蚀刻剂是由醋和盐制成。当时,显卡只能通过手绘图,或者由处理器来完成。传下来的数据主要局限于手稿,并且它不形成点,也不能谈论蚀刻工件的图案的一致性的深度和准确性。在17在本世纪,金属蚀刻技术是由于强烈的蚀刻酸和新开发的碱如硫酸,盐酸,氢氟酸,硝酸,和苛性碱。工匠从事金属,在此期间,蚀刻也可以被称为一位艺术家。从事这个行业,你必须有绘画天赋,因为每个模式是由运营商根据自己的需要绘制。然而,从绘画艺术的角度来看,没有必要在所有的工作完全一致。这种不一致被称作艺术。加工技术的真正崛起需要的工艺作为一个迫切需要工业和军事,特别是军事上的需要。可以说,军事或战争是科学技术发展的真正动力。虽然他们都热爱和平,这的确是这样的。
为了调整对应于所述的酸性部分和/或在蚀刻溶液中的硝酸的浓度的浓度,它是足够的蚀刻后,以磷酸和/或硝酸添加到蚀刻溶液。然而,在本发明的一个优选实施例中,蚀刻被添加到剩余的硝酸和/或在从所述蚀刻步骤中的提取后的蚀刻溶液磷酸,以及蚀刻液的溶液的浓度后的一部分被调整为相同的值是蚀刻对应于蚀刻液中的酸成分的浓度之前。
对于金属蚀刻来讲,不管是什么样的金属种类也不管工件的形状和大小如何,其前处理工 序都会包含有以下几个部分:除油、酸洗、钝化等。
我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都
材料去除镜通常是Ra0.8-0.08um之间。当轧制(使用镜工具),该切割方法通常Ra0.4-0.05um之间是。有迹象表明,基本上限制镜面加工的方法,无需硬度材料。该材料具有(使用镜工具)无抖动要求。镜像是HRC 40°,和金刚石工具与HRC <70应该使用级硬度的切割方法。通过材料去除处理的镜工件的表面的硬度不会改变,并且耐磨损性将不会增加。