欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


大沥腐刻加工_金属蚀刻
在生产实践中控制cu‘裱度,如采作邋常使用的化学分析法,显然对于蚀刻液中cu’低浓度的严格控制是难于做到的,但通进电位拄制法就很容易解决。根据条思特方程式

什么是蚀刻最小光圈?有在不能由该蚀刻工艺来处理的所有附图中的某些限制。蚀刻孔= 1.5 *该材料的厚度是例如0.2毫米:有应注意设计的图形卡时,几个基本原则。如果需要最小的孔开口直径= 0.2×1.5 = 0.3毫米,小孔可制成,而且它也取决于该图的结构。孔和材料的厚度之间的线宽度为1:1,例如,该材料的厚度为0.2mm,且剩余线宽度为约0.2毫米。当然,这还取决于产品的整体结构。对于后续咨询工程师谁设计的产品,并讨论了特殊情况下的基本原则。蚀刻工艺和侧腐蚀的准确性:在蚀刻过程中,有除了整体蚀刻方法没有防腐蚀处理。我们一定要注意防腐蚀层。在蚀刻“传播”的问题,也就是我们常说的防腐蚀保护。底切的大小直接相关的图案的准确度和蚀刻线的极限尺寸。通常,在横向方向上蚀刻的抗腐蚀层的宽度A被称为横向腐蚀量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。
磷化工艺可采用喷淋或浸渍施工的方式进行,为了控制磷化液的组成和施工的进行,Zn含量、总酸、游离酸的浓度必须维持在特别推荐的范围内。如使用喷淋方式,工件外表面应是一个均匀的低压层状喷淋,必须选择合适的喷嘴以及排布适当的位置。浸渍施工可使所有的表面包括箱式结构的内侧被磷化膜覆盖。浸渍施工的控制参数与喷淋施工是不相同的;并且通过浸渍所得到的磷化膜具有较高的P比。P比反映了磷化膜中Zn-Fe磷酸盐的百分含量。当底材为冷轧钢板时磷酸锌系膜主要由磷酸铁锌盐及磷酸锌组成,磷酸铁锌含量高的(P比高)磷化膜,可全面提高与电泳涂膜(阴极电泳膜)的结合力。转化膜形成后,需进入水洗工艺。可采用喷淋或浸渍方式来进行水洗操作,主要目的是为了清洗磷化带来的酸和磷化残渣。
不锈钢蚀刻加工的特点:1。低开模成本,蚀刻工艺可任意根据设计者的要求改变,并且成本低。 2.金属可实现,从而提高了公司的标志和品牌转型,实现半切割。 3.非常高的精度,精度最高可达到+/-0.01毫米,以满足不同产品的装配要求。 4.具有复杂形状的产品,也可以在不增加成本的蚀刻。 5.没有毛刺和压力点,该产品也不会变形,材料性质不会改变,并且该产品的功能不会受到影响。 6.厚和薄的材料可以以相同的方式,以满足不同的组装的部件的要求进行处理。 7.蚀刻几乎所有的金属,以及各种图案的设计没有限制。 8.各种金属部件的制造可以没有机械处理来完成。

3.致敏和发展。敏化(曝光)是在薄膜上喷涂感光油的产物。本产品的主要目的是允许该产品被暴露于在膜中的图案。在曝光(曝光),电影不应该特别注意的倾斜夹具,否则产品布局将偏斜,导致有缺陷的产品,而且电影也应定期检查,折叠现象不会发生,否则有缺陷的产品会出现。光曝光(曝光)后,下一步骤是进行:开发;发展的目的是开发一种化学溶液洗去未曝光区域,巩固形成于暴露部位的蚀刻图案,并发展之后,产品检查者选择和考察,就不能发展或有破车产品。一个好的产品会进入下一道工序:密封油。
当曝光不充分,由于单体和粘合剂膜的溶胀和不完全聚合,线路的不明确它成为在开发过程中柔软,颜色晦暗,或甚至脱胶,膜翘曲,出血,或在蚀刻工艺期间,即使剥离;过度曝光会引起这样的事情是难以开发,脆的膜,和残留的胶。曝光将产生图像线宽度的偏差。曝光过度会使图形线条更薄,使产品线更厚。根据发达晶片的亮度,所述图像是否是清楚,无论是膜时,图像线宽度是相同的原始的,参数如曝光机和感光性能确定最佳曝光时间。不锈钢蚀刻系统的选择:有两个公式不锈钢蚀刻溶液。其中之一是,大多数工厂蚀刻主要用于在蚀刻溶液中主要是氯化铁,并且根据需要,以改善蚀刻性能可以加入一些额外的物质。
在根据本发明的蚀刻方法中,常规的蚀刻溶液的寿命可以通过约两倍进行扩展。与此同时,在使用前的蚀刻溶液的组成,稀释剂组分如乙酸容易挥发由于沸点,并且如果挥发,的除乙酸外的酸的浓度被浓缩。在这个意义上,需要附加的系统来控制乙酸的浓度。如果酸和氧化剂进行调整,随后的蚀刻速度可维持在以一定的时间间隔中的初始蚀刻速率,并且能够实现稳定的长期腐蚀。通过由2次延伸的液体的使用寿命,因为废物的数量减少了一半它是有效的。磷酸成分回收可以通过除去乙酸和硝酸以通过中和氯化肥料被再利用被打开。
当曝光不充分,由于单体和粘合剂膜的溶胀和不完全聚合,变得在显影过程中软,线条不清晰,颜色晦暗,或甚至脱胶,膜经纱,出血,或甚至在蚀刻工艺期间脱落;过度曝光会引起事情是难以开发,脆性薄膜,和残胶。曝光将产生图像线宽度的偏差。曝光过度会使图形线条更薄,使产品线更厚。根据发达晶片的亮度,所述图像是否是清楚,无论是膜时,图像线宽度是相同的原稿,参数诸如曝光机和感光性能确定最佳曝光时间。不锈钢蚀刻系统的选择:有两个公式不锈钢蚀刻溶液。其中之一是,大多数工厂蚀刻主要用于在蚀刻溶液中主要是氯化铁,并且根据需要,以改善蚀刻性能可以加入一些额外的物质。如硝酸,磷酸,盐酸,苯并三唑,乌洛托品,氯酸盐等;第二个是硝酸,盐酸和磷酸组成的王水蚀刻溶液。使用软钢到年龄,然后通过分析调整到治疗浓度范围内。蚀刻对铁系金属系统的选择:在金属蚀刻常用的铁基金属为主要是各种模具钢,其中大部分用于模具的蚀刻。有用于蚀刻两个主要的选项:氯化铁蚀刻系统和三酸蚀刻系统。选择铝和合金的蚀刻系统:蚀刻系统和铝合金是酸性的,碱性的。酸蚀刻系统主要采用氯化铁和盐酸,并且也可以使用氟磷酸盐系统。其中,氯化铁蚀刻系统是最常用的应用。蚀刻系统用于钛合金的选择:钛合金只能在氟系统被蚀刻,但氢脆易于在蚀刻钛合金的过程发生。氢氟酸和硝酸或氢氟酸和使用低铬蚀刻系统酸酐罐氟化的也可以是酸和过氧化氢的混合物。铜的选择和该合金的蚀刻系统:铜的选择,该合金的蚀刻系统具有自由的更大的程度。通常使用的蚀刻系统的氯化铁蚀刻系统,酸氯化铜蚀刻系统,碱性氯化铜蚀刻系统,硫酸 - 过氧化氢蚀刻系统中,大多数的氯化铁蚀刻系统和氯化铜蚀刻系统中使用英寸
金属冲压工艺的特点:高模具成本,很长一段时间,精度低,成本低,并且大批量;金属蚀刻工艺的特征:低样品板成本,交货快,精度高,并且大量生产成本超过冲压高。
有很多原因,冲压针很容易断裂。它可以是冲孔销本身,或模具的设计缺陷的原因。它也可以是一系列的问题,如冲裁材料。事实上,不管是什么问题,我们应该解决这个问题。具体方法是相似于每个工厂。外国精密模具通常是松散的,并且分离板是非常紧张。材料板和模具必须是镶嵌着导向柱和导套。线切割用钢丝慢或油切削。男性夹板两侧0.02?0.06毫米,与脱为0.01mm,甚至双方密切配合。国内的做法是不同的。通常,男性夹板的单方面公差为±5μ,和汽提器的单个侧为0.01mm;使用慢速线的时候,你可以考虑适当提高它。如果冲孔针偏移,如果想使冲压针尽可能短,间隙应是合适的,导柱应该更大,并且模具的引导套筒之间的间隙应不超过一个0.005毫米侧。脱料板的间隙比下模板,通常为0.005毫米两侧和在阳夹板的两侧0.02毫米小。没关系放松。冲头要用力不敲下来,只是把它在你的手中。这是一个没有任何弧形设计普通纯平板玻璃。在过去,手机的屏幕玻璃是基本持平,所有玻璃上的点是在同一平面上。这种手机屏幕玻璃被统称为2D屏幕玻璃。
公司成立至今,经过十年努力开拓,已经迅速的发展成拥有多条进口高精密蚀刻和大批量超精密蚀刻生产线(最小公差可做到0.005mm,最细线宽0.03mm,最小开口0.03mm).......
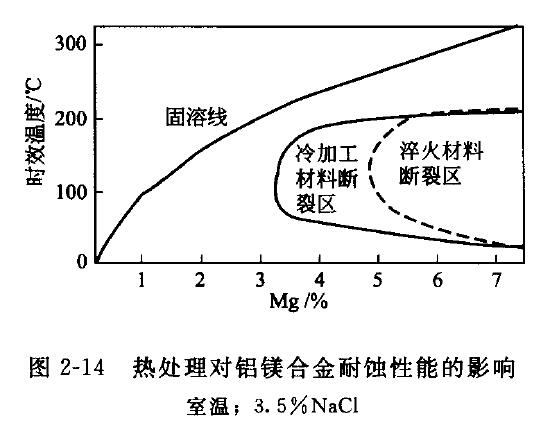
铝合金4.应力腐蚀开裂(SCC)SCC是30在早年找到。应力(拉伸应力或内应力)和腐蚀性介质的这种组合被称为SCC。该SCC特征是腐蚀机械开裂,其可以沿晶界或沿通过扩散或发展的晶粒形成。因为裂纹的扩展是金属的内部,所述金属结构的强度大大降低,并且在严重的情况下,可能会出现突然损坏。