欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


石湾腐刻加工_腐蚀厂
1 减少侧蚀和突沿,提高蚀刻系数侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使

曝光是在金属蚀刻工艺的一个特别重要的项目。曝光的质量直接影响到产品的质量。曝光的质量蚀刻后直接影响到产品的精度。对于超精密的产品,即使是轻微的偏差精确度是太糟糕了。因此,曝光设备和技术人员也对质量控制的关键点。由易格硬件使用的曝光机进口精密设备。曝光运营商有15年的技术经验。设备和人员都在硬件的蚀刻和曝光工艺中使用。能保证产品的质量。
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
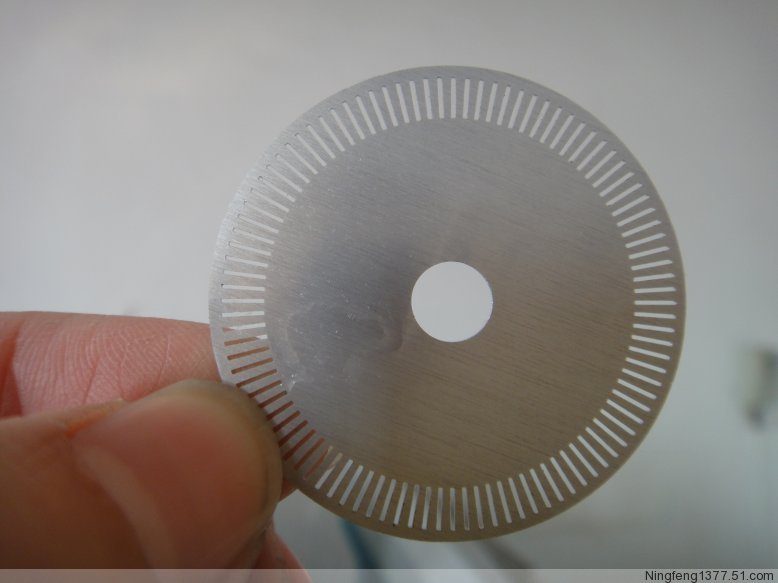
我们秉着“信誉、品质保障,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。我们能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。

在传统的印刷业的过程中,许多向后印刷方法被广泛使用,并有许多处理联系,这是耗时的,输出低电平,大污染排放,并且缺乏专业人员。
东莞市溢格五金有限公司是一家专业从事五金蚀精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有电镀、抛光、冲压等工艺车间。我们可以承接大小批量、多样化订单,并满足各类客户的需求。
莱克电气成立于1994年,英文名为Kingclean (意为“清洁之王”)。莱克与多个世界500强企业战略合作,产品远销120多个国家和地区。莱克是全球排名第一的吸尘器制造商,掌握核“芯”科技自主研发的高速整流子电机及离心风机技术一直以来走在世界发展技术的前沿。1997年研发成功国内第一台每分钟3万转以上高速吸尘器电机。2014年始创研发了8万~10万转直流无刷大吸力数码电机,为吸尘器实现无线化、高性能提供了技术保障。
热门关键字:集成电路引线框架复印机打印机配件的道路标线涂料夹具搜索蚀刻精密部件:请选择... IC引线框架复印机打印机配件的道路标线涂料灯具的热棒的产品在功能上蚀刻精密零件,加工及特点的IC引线框架的,所处理的产品的名称:IC引线框架产品特定材料材料:C5191-1 / 2H C194材料厚度(公制):0.08毫米为0.1mm,0.15毫米,0.20毫米为0.25mm主要用途: IC引线框架是集成电路
镀铬是泛指电镀铬,镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬是比较好的一种增加表面硬度的方法,但它也是有优缺点的,那么精密蚀刻工艺后镀铬又有哪些优缺点呢?