欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


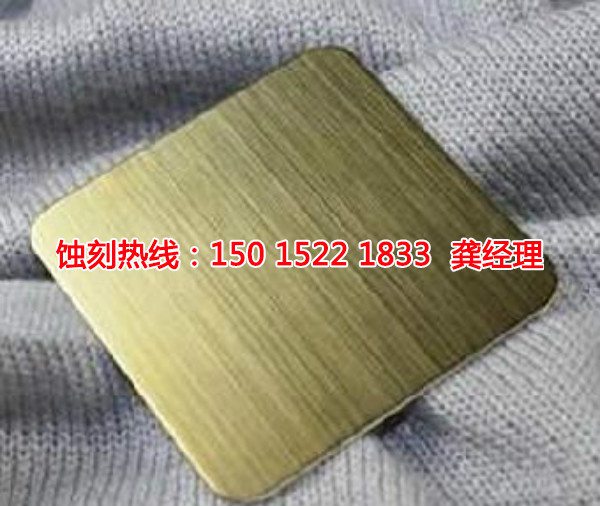
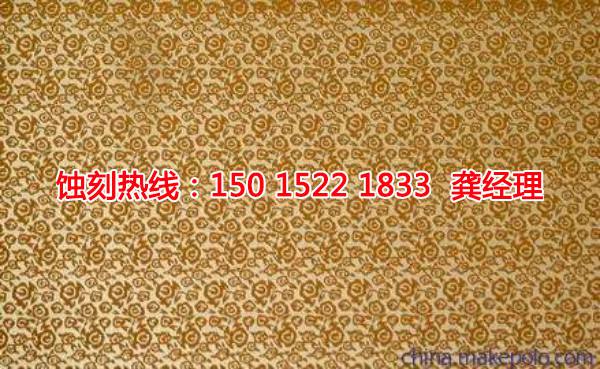
莆田腐蚀加工_网孔蚀刻
处理区域:??不锈钢零件的处理区域应相对固定。 ?? ?? ?? ??不锈钢零件的治疗区域的平台应隔离,例如铺设橡胶垫。 ??的不锈钢零件的处理区域应避免不锈钢零件的损坏和污染。
传统工艺?太复杂了。蚀刻之前每个进程不能省略。现在的问题是:当它涉及到的蚀刻行业,什么是大家最头痛的问题?首先是环保!第二个是工艺复杂,周期长,并招募工人的难度。有8个进程,每个进程具有大量的VOC的气体的排出。如果一个不小心,环保部门将检查它,它会很容易地惩罚并处以重罚。蚀刻优秀版本的技术简化了繁复的过程,而不是简单的。最重要的是要真正实现零排放的污染。凭借着出色的蚀刻版本相比,以前所有的问题都不再是问题。蚀刻优秀的版本是蚀刻行业的先锋!

3.激光蚀刻方法的优点是,没有整齐蚀刻和直边,但成本非常高,这是化学蚀刻的两倍。当在印刷电路板上印刷工业焊膏,最广泛使用的不锈钢网是激光蚀刻。

东莞市溢格五金有限公司是一家专业从事五金蚀精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有电镀、抛光、冲压等工艺车间。我们可以承接大小批量、多样化订单,并满足各类客户的需求。
关于usCompany简介深圳市意格五金制品有限公司成立于2004年,是一个专业,全面的商标产品供应商。它有几十年的各种金属蚀刻工艺经验(小金属精密蚀刻和大的金属蚀刻)。专业经验和一流的技术团队都适合这个行业1:五金工艺厂; 2:玩具模型工厂3:打印消耗品工厂4:电气和电子厂5:机械设备制造工厂。
纵观目前的芯片制造市场,它通常是由台积电为主。毕竟,台积电目前控制着世界顶尖的7纳米制程工艺。因此,在这种背景下,中国的技术已经公布的两大成果,而国内5纳米刻蚀机已通过技术封锁打破。至于第一场胜利,它来自中国半导体公司 - 中国微半导体公司。
如果我们落后,我们就要挨打。中国技术的不断发展壮大,使我们在世界上站稳脚跟。花了11年国产刻蚀机通过5个纳米,这意味着中国的半导体技术有了长足的进步终于成功破发。
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
华为赶紧买,和台积电的营业收入已经创下了一个纪录。专家:国产已经走错了路。他在六年内回到中国,开始经商。它采用65纳米是5nm的11年后,以打造中国唯一的大型蚀刻机。
处理步骤:当接收到工件上,在这个过程1.进料检验,客户的需求,首先,我们必须通过检查清理工件,这是我们需要做的,而在目前的擦拭IQC处理。到达的产品纯属进口客户,然后仔细检查即将到来的材料,以消除缺陷的产品,以确保进口产品是好产品。
在0.1在毫米不锈钢或铜的蚀刻过程中,由于材料太薄,如果是软质材料,也有电机绕组的危险,所以你需要垫一个特殊的屏幕,以帮助蚀刻过程。对于腐蚀和防腐蚀处理薄金属材料,平津都有自己特别的方法和技术,解决了众多客户的腐蚀问题。如果您有腐蚀问题和需要,打个招呼蚀刻将竭诚为您服务。是这种方法通常用于蚀刻?灵活性:它会显示任何形状,就没有必要进行根据节目的模具,只是编辑程序,形状和深度,激光雕刻,打孔,或者你可以个性化或在运行时改变或更改产品包装,而不对于小批量的任何商标注册。钢筋锈蚀通常用于精密蚀刻:公差不超过一毫米的千分之三。它也可以弥补印刷及后期处理之间发生的错误。由于激光可以用于补偿调节,所以难以改变模具。根据传统模切固定。这种方法通常被用于蚀刻处理,并且生产效率高:因为没有必要使模具中,只需要编译程序。后来的任务,时间和精力将被保存。它可以启动,以避免影响生产调整,它是可以改变的前一分钟。无论简单或凌乱的加工形状的,处理成本是相同的,所花的时间基本相同。处理速度能基本相匹配的数字印刷的速度,并且其可以被连接到机器用于生产。钢筋锈蚀的这种方法通常用于蚀刻工艺的经济效益:是否有必要准备,处理任务的规模,业务来源将扩大模具。在传统模切过程中,有不仅各种核(如平坦压制,轮压制,冲压,穿孔,压痕,等),但支撑的东西也凌乱,现在可以省略。
仅在后过程中每个步骤的详细描述将有在处理的可操作性和可管理性。在一个完整的和合理的处理流程中,所需要的材料,必要的设备,需要的操作符,和工件的输入被处理,以完成输入处理。然后,运营商使用他们的相应设备,原材料,工具等根据一系列在他们自己的过程要求加工活动,最后获得从设计图纸完成生产过程的处理所需要的合格的生产。产品。通过这一系列的活动,输出过程完成。合格的产品是通过完成导出过程中给公司带来的社会效益和经济效益得到。以上是该过程的内部部分。所谓结构,是指处理流程和各种处理之间的关联的所述组合物的两种方法的组合物之间的逻辑关系:“AND”和“OR”。这种关系是很容易理解谁研究电子阅读器。在这里,我们使用的电路形成示于图I-12。对于大多数的处理流程是基于一系列结构的,也有关于上游和下游之间的关系的选择题。在该处理流程的序列结构,它是根据该程序的执行的顺序进行,而在平行的关系,它是在一个多选方式进行。也有两个选项从这里选择:可选和条件。这要看情况具体分析,不能一概而论。例如,对于脱脂,常用的化学脱脂方法包括强碱性脱脂,弱碱性脱脂,弱酸脱脂,和弱酸脱脂。当有必要进行脱脂工件,有四个选项。如果工件的表面被轻微污染,这四种方法可以不管所使用的工件的腐蚀,但优选弱碱或酸的脱脂方法;如果工件的表面被严重污染,仅强碱或强酸的脱脂处理将不会受到影响。认为解决了工件的腐蚀。应当指出的是,也有脱脂和脱脂电油。对于污染严重或高要求的工件,化学除油和权力的结合通常被使用,并且结合使用实际上已经成为一个系列的关系。为了确保生产韩村的产品的过程中得到有效控制,这也将是一个重要的过程,也被称为反馈之间的反馈,以确保最稳定的产品质量和正常生产。在图中所示的处理的结构。 1至3。