欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


主板、 电源板、 高压板、电机齿轮组 、打印头、打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、摆轮 、鼓芯、充电辊、磁辊、碳粉等等。

1.首先,考虑“选择冲压模具”下的模具组,无论所分析的直线应当封盖大于或等于所述三角形管芯的边长的1.5倍,也不管分析模具圆的内弧的直径期间冲压模具的直径小于所述模具的直径大,如果是的话,使用该模具。
许多蚀刻公司有“做快”的心态,往往留下环境保护和造成不必要的经济损失。腐蚀是一个污染行业。如果它被允许排放废水,将严重影响周围的生态环境。今后,污染控制和清洁的成本将几十甚至几百倍企业的利润!因此,不腐蚀行业的未来发展有很多的订单和利润有多少被创建,但环保工作!我们要的是经济和社会效益好收成。只有当环保做得好,我们可以谈论的经济效益!谈发展!
在紫铜的微量杂质对铜的导电和导热性造成严重影响。其中,钛,磷,铁,硅等显著降低导电性,而镉,锌等的影响不大。氧,硫,硒,碲等具有在铜小的固体溶解度,并能与铜形成,其具有对电导率的影响不大脆的化合物,但可以减少处理的可塑性。当普通铜在含氢气或一氧化碳,氢或一氧化碳的还原气氛中加热时,很容易降低氧化亚铜(氧化亚铜)的相互作用在晶界,其可以产生高压水蒸汽或二氧化碳气体,其可以破解铜。这种现象通常被称为铜的“氢病”。氧气是有害的铜的可焊性。铋或铅和铜形成低熔点共晶,这使得铜热和变脆;并且当脆性铋分布在膜的晶界,这也使得铜冷而脆。磷能显著降低铜的导电性,但它可以增加铜液的流动性,提高可焊性。铅,碲,硫等的适当量可以提高切削性。退火的铜板材的室温拉伸强度为22-25千克力/平方毫米,并且伸长率为45-50?和布氏硬度(HB)是35?45。

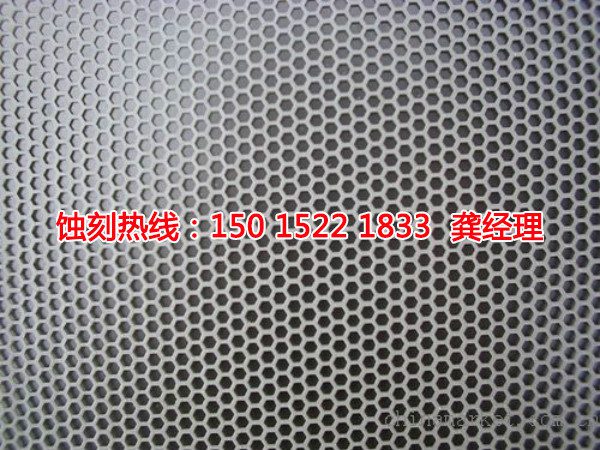
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。
1.化学蚀刻方法,其使用在用强酸或碱直接接触的化学溶液,是当前为未受保护的部件的腐蚀的最常用的方法。的优点是,蚀刻深度可以深或浅,并且蚀刻速度快。缺点是耐腐蚀液体有很大的对环境的污染,尤其是蚀刻液不容易恢复。并在生产过程中,危害工人的健康。
数控雕刻;由雕刻部接收到所述粗加工后,它被放置在机器上用于目视检查和后处理。由于在模具的尺寸和工具行困难差,生产时间是不同的。一般模具模型是1-4小时,尤其是它需要多于8小时和24小时以完成数控加工。建成后,监控和检查以确认不存在被发送到QC之前没有问题。根据客户的不同烫印材料,它可分为两种治疗方法。该材料不包含不干胶通常可以热处理。除了热处理以增加硬度,该材料还需要与特氟隆被电镀。 Longneng防止冲压制品从粘附于模具,但由于特殊处理,特氟隆电镀不会影响模具的清晰度。主管的印章的检验报告后,模具可以包装和运输。
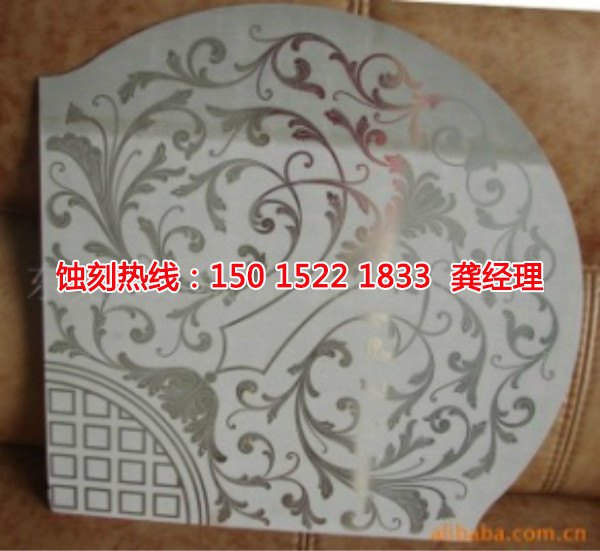
常见类型的蚀刻铝的有:1点蚀,也被称为点蚀,由金属制成的,其产生针状,坑状局部腐蚀图案,并且空隙。点蚀是阳极反应的唯一形式。这是促进和所有腐蚀性条件,这导致催化工艺下点蚀坑下保持。 2.腐蚀氧化铝膜的,即使它可以溶解在磷酸和氢氧化钠溶液,即使发生腐蚀,溶解速率是均匀的。为一体的集成解决方案的温度升高时,溶质的浓度在它增加,这促进了铝的腐蚀。 3.缝隙腐蚀缝隙腐蚀局部腐蚀。