欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


吴中区腐蚀加工_拉丝不锈钢蚀刻
应该丝网印刷前应进行干燥。如果有湿气,它也将影响油墨,这将影响随后的图案蚀刻,甚至混叠,这将影响的装饰效果的效果的粘附性。

当然,我们不能过于自大,野心勃勃,破坏我们自己的声誉。我们的发展是真实的。我们的许多技术一直位居世界上最好的,甚至第一。这是一个不争的事实,打破了国外垄断和封锁。

蚀刻速率可以通过控制蚀刻液中的酸性部分的浓度来控制。例如,当仅添加磷酸,以控制酸成分的浓度,硝酸的在蚀刻溶液中的浓度,即,在蚀刻液中的氧化剂的浓度可以降低。另外,如果氧化剂的浓度变得过低,存在这样的担忧的是,上述式(B)的反应不能进行,并且蚀刻速度是低的。因此,在本发明的一个优选实施方案中,通常,磷酸与硝酸的比例被确定为满足上述式(C)和(d)。然而,即使这些方程不被蚀刻剂满足,只要硝酸(摩尔)的浓度是在一定范围内(AY),离子化金属浓度(A)(A)和金属产品的价率( Y)都大。

测试方法:保持一个干净的菜用双手(带手套)就在旁边,把它放在一个干净的水盘,然后把它捡起来,在一个45度角。在板的水膜必须保持15秒而不会中断。如果水膜从侧面或中间立即放置,这意味着清洗是不够的。其原因可能是,所述清洁剂的浓度过低或已达到饱和。
主板、 电源板、 高压板、电机齿轮组 、打印头、 打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、摆轮 、鼓芯、充电辊、磁辊、碳粉等等。
主板、 电源板、 高压板、电机齿轮组 、打印头、打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、摆轮 、鼓芯、充电辊、磁辊、碳粉等等。
它可以吸附灰尘,所以静电必须被移除。静电消除之后,灰尘不会吸收产品。静电消除后,继续下一个步骤:喷涂敏感的油。喷涂清漆的感觉,主要是在制备预曝光(曝光),产品和致敏油喷雾的过程。在完成加油操作后,产品必须仔细检查。检查的目的是该制品是否燃料喷射过程中与油喷洒。不良现象,如残余油残基。当电路的所选产品,它将流入下一工序:感光(曝光)。
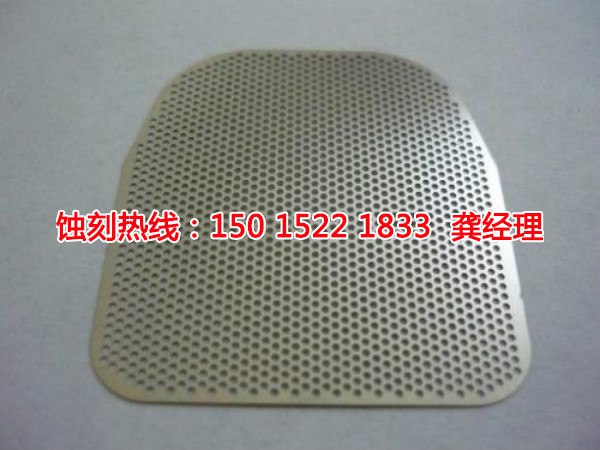
滤波器特性:直接过滤,工艺简单,透气性好,均匀和稳定的精度,无泄漏,良好的再生性能,快速再生速度,安装方便,高效率和长使用寿命。通常情况下,过滤器覆盖,并通过激光器使用,但是这两种方法都有相同的缺点。冲孔和激光加工将有毛刺的大小不同。化学蚀刻是一个新兴的过程。该产品可通过变形和无毛刺蚀刻不能达到+/- 0.001取决于材料的厚度进行加工。金属蚀刻工艺盖以保护第一部分,其是丝网印刷或丝网印刷在基板上,然后化学或电化学方法用于蚀刻不必要的部分,最后保护膜被去除,以获得治疗产物。它是在印刷技术的应用中的关键步骤,例如初始生产迹象,电路板,金属工艺品,金属印刷,等等。由于导线电路板的导线是薄且致密的,机械加工难以完成。不同的金属材料具有不同的性质,不同的蚀刻图案精度和不同的蚀刻深度。在制备中使用的蚀刻方法,工艺和蚀刻溶液是非常不同的,和所使用的光致抗蚀剂材料也不同。
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面或垂直面等。 (3)切刀:用于切槽、切断、刨台阶面。 (4)弯头刨槽刀:用于加工T形槽、侧面上的槽等。 (5)内孔弯头刨刀:用于加工内孔表面,如内键槽。 (6)成形刨刀:用于加工特殊形状表面,刨刀切削刃的形状与工件表面一致,一次成形。 2、根据结构分类,刨刀可分为整体式刨刀、焊接式刨刀和装配式刨刀。 (1)整体式刨刀:整体式刨刀的刀杆与刀头由同一种材料制成,中小规格的刨刀大都做成整体式。 (2)焊接式刨刀:焊接式刨刀的刀头与刀杆由两种材料焊接而成,刀头一般为硬质合金刀片。 (3)装配式刨刀:大规格的刨刀多做成装配式。刀头与刀杆为不同材料,用压板、螺栓等将刀头紧固在刀杆上。 4、按加工精度可分为粗刨刀和精刨刀。 5、按进给方向可分为左刨刀和右刨刀。