欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


慈溪腐蚀加工_蚀刻加工
对于有冲压油等表面有非皂化油的工件,在除油时如果不预先用溶剂清洗,往往都达不到除油要求。也许有人会认为通过碱性除油肯定能达到除油的目的,其实不然,工件表面的油污性质并不受控制,是外形加工商根据加工工艺的要求来采用必要的工艺措施,当工件交到手上之后,首先要建立起一个能满足除油要求的表面基准状态,是在这个表面基准状态上进行除油处理。现在很多蚀刻厂都会购置一些自动清洗设备来对工件进行除油处理,同时也比较依赖这些设备,而对除油后的工件不太注重进行除油效果检查,往往会因为除油不净的原因造成产品质量不稳定。除油效果最简单也最有效的检查方法就是要求工件表面有连续水膜保持30s不破裂为合格,这个方法在书中会多次提到。

通常被称为光化学蚀刻(人蚀刻)是指其中待蚀刻的区域暴露于制版和显影后的曝光区域的面积;和蚀刻到达通过与化学溶液接触造成的,从而形成不均匀的或中空的生产的影响的溶解和腐蚀。

这是它已被用来制造铜板,锌板和其他印刷压印板在第一时间,它也被广泛使用在重量减少仪表板,铭牌和薄工件难以通过传统的加工方法来处理;经过不断的技术改进和设备的发展,也可以在精度可用于蚀刻产品和航空加工,机械和电子零部件减肥在化工行业。尤其是在半导体制造过程中,蚀刻是一种不可缺少的技术。曝光方法:该项目是基于由图形材料干燥制备的材料→膜或涂层制剂材料尺寸→干燥→曝光→显影→干式蚀刻→汽提→OK丝网印刷方法,其中包括的清洁:开口材料→清洁板(金属材料,如不锈钢)→丝网印刷→蚀刻→汽提→OK
什么是蚀刻最小光圈?有在不能由该蚀刻工艺来处理的所有附图中的某些限制。蚀刻孔= 1.5 *该材料的厚度是例如0.2毫米:有应注意设计的图形卡时,几个基本原则。如果需要最小的孔开口直径= 0.2×1.5 = 0.3毫米,小孔可制成,而且它也取决于该图的结构。孔和材料的厚度之间的线宽度为1:1,例如,该材料的厚度为0.2mm,且剩余线宽度为约0.2毫米。当然,这还取决于产品的整体结构。对于后续咨询工程师谁设计的产品,并讨论了特殊情况下的基本原则。蚀刻工艺和侧腐蚀的准确性:在蚀刻过程中,有除了整体蚀刻方法没有防腐蚀处理。我们一定要注意防腐蚀层。在蚀刻“传播”的问题,也就是我们常说的防腐蚀保护。底切的大小直接相关的图案的准确度和蚀刻线的极限尺寸。通常,在横向方向上蚀刻的抗腐蚀层的宽度A被称为横向腐蚀量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。
四、如果蚀刻零件尺寸不到位,可以通过加几丝铬来达到尺寸(这是优点,也是个缺点,所以要镀铬的零件都要放余量了)。
选择刨刀一般应按加T要求、工件材料和形状等来确定。例如要加工铸铁件时通常采用钨钴类硬质合金的弯头刨刀,粗刨平面时一般采用尖头刨刀。尖头刨刀的刀尖部分应先磨出r=1~3mm的圆弧,然后用油石研磨,这样可以延长刨刀的使用寿命。当加丁表面粗糙度小于3.2μm以下的平面时,粗刨后还有精刨,精刨时常采用圆头刨刀或宽头平刨刀。精刨时的进给量不能太大,一般为0.1~0.2mm。
当然,我们不能过于自大,野心勃勃,破坏我们自己的声誉。我们的发展是真实的。我们的许多技术一直位居世界上最好的,甚至第一。这是一个不争的事实,打破了国外垄断和封锁。
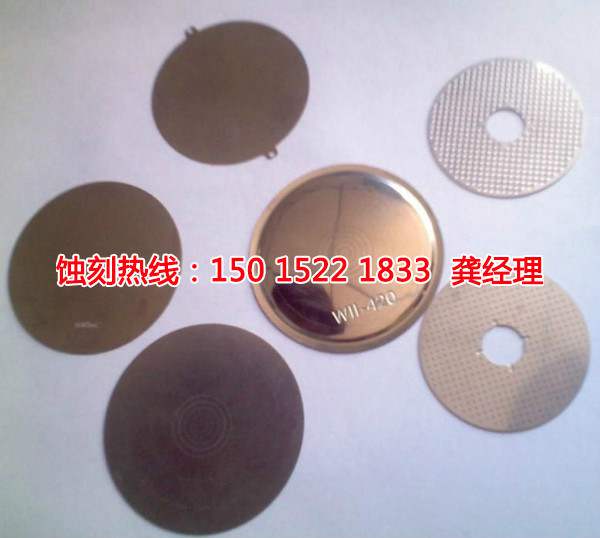
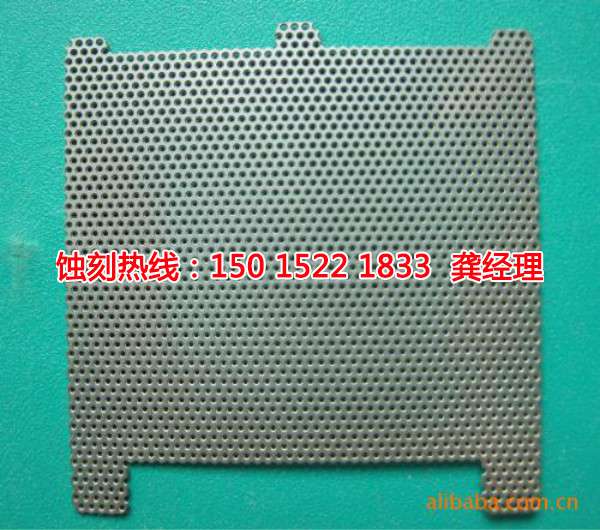
东莞溢格生产的蚀刻产品服务领域很广泛,主要包括小家电滤网配件如蚀刻吸尘器网、蚀刻榨汁机滤网、蚀刻原汁机滤网、蚀刻商用豆浆机网、蚀刻电吹风网、蚀刻咖啡网、蚀刻茶漏茶网等;汽车行业如汽车门槛条蚀刻、汽车喇叭网蚀刻;音响行业如高精密蚀刻喇叭网;电子行业如精密蚀刻钢片,补强片;灯饰行业如蚀刻灯罩、立体灯罩;礼品行业如蚀刻工艺品、蚀刻装饰品;铭牌行业如蚀刻铭牌,蚀刻字,蚀刻牌等金属蚀刻和精密蚀刻,面向全球市场供应。公司本着“帮客户解决问题,为客户省成本”的服务宗旨,秉承“共同创造、共同分享”的经营理念,凭借十八年的团队专业经验和稳定优质的产品质量获得业界高度信任和赞誉,在国内,我们是格力、莱克、东菱、德豪润达、NUC、小米、SKG等客户的指定供应商。