欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


镇海腐蚀加工_蚀刻网
生成的Cu2cl2小溶于水,在有过最CL存在的情况下,这种不溶于水的Cu2cl2和过量的Cl形成络合离子脱离被蚀刻铜表面,使蚀刻过程进行完全。其反应式如下:
对于0.1毫米材料,特别要注意在预蚀刻过程中,如涂覆和印刷,这是因为材料的尺寸也影响产品的最终质量。该材料的尺寸越大,越容易变形。如果材料的尺寸太小,它可能会卡在机器中。
“显影后”,喷涂材料的表面上蚀刻剂或它浸泡在材料。蚀刻剂将溶解比硬化保护层的其它材料,和其余的是所希望的零件形状。

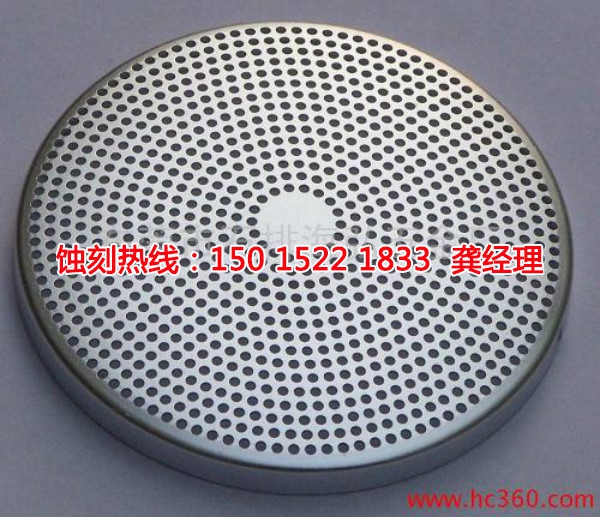
金属蚀刻栅格通过蚀刻工艺加工。它被广泛应用于精密过滤系统设备,电子设备部件,光学,和医疗设备仪器。通常的蚀刻处理后的金属网具有小孔径,密集排列,精度高的特点。因此,我们应该生产和加工过程中要注意质量控制。今天,我们将为您介绍在金属蚀刻网,这是很容易进程的问题及原因。 。 (2)化学蚀刻处理的一般处理的流程:预蚀刻→蚀刻→水洗→酸清洗→水洗→脱腐蚀保护膜→水洗→干燥(3)电解蚀刻的一般处理流程进入键→电源→蚀刻→水洗→酸浸→水洗→除去抗蚀剂膜→水洗→干燥3.化学蚀刻处理的几种方法是等价的静态蚀刻处理(1)的应用程序。所述电路板或部件进行蚀刻时,浸渍在蚀刻溶液蚀刻的一定深度,以水洗涤,取出,然后进行到下一个过程。这种方法只适用于几个测试产品或实验室。 (2)动态蚀刻过程A.气泡型(也称为吹型),即,在容器中的蚀刻溶液与空气和用于蚀刻鼓泡(起泡)的方法混合。 B.溅射方法,其中所述蚀刻靶在执行蚀刻并通过喷雾在容器上进行蚀刻处理的方法飞溅到液体的表面上。 C.在喷雾型时,蚀刻液喷在该物体的表面上以一定的压力来执行蚀刻工艺。

?本公司秉着“信誉、品质第一,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。材料厚度范围0.03-1.0mm,并且可以来料加工不锈钢。
1.化学蚀刻方法,其使用强酸或碱接触药液,是目前最常用的方法,并且直接腐蚀未保护的部分。的优点是,蚀刻深度可以深或浅,并且蚀刻速度快。缺点是耐腐蚀液体有很大的对环境的污染,尤其是蚀刻液不容易恢复。并在生产过程中,危害工人的健康。
1 减少侧蚀和突沿,提高蚀刻系数侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使
蚀刻工艺的出色的版本将是从图纸,进行打印时,从复杂的蚀刻简单,并完成在蚀刻工艺中的一个步骤。有效地节省劳动力,材料,空间,时间和消费的其他方面。操作过程中降低该装置大大降低了污染。
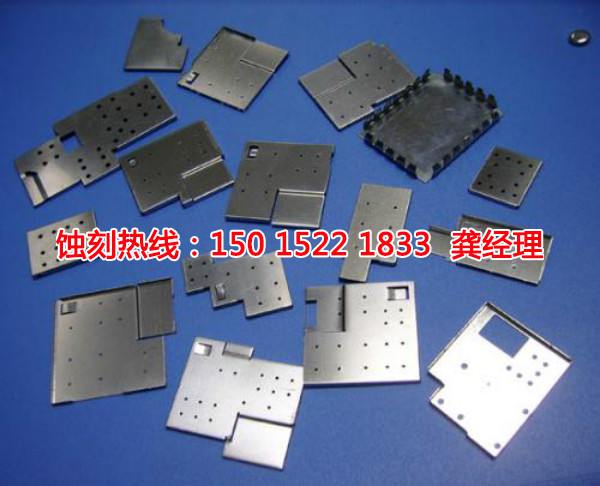
至于功能,处理和IC的特性导致帧。加工产品名称:打印机充电网络。材料特定产品:SUS304H-CSP不锈钢。材料厚度(公制):0.1毫米厚。本产品的主要目的:其在激光打印机的充电调色剂盒的作用。
(铝2的主要合金元素)铝青铜的铜基合金被称为铝青铜。铝青铜的力学性能比黄铜和锡青铜更高。铝青铜的实际铝含量为5Δnd12之间?和铝青铜5氧化铝2 O 7·女含铝具有最好的塑性,并适合于冷加工。后的铝含量大于7 2 O 8更大?强度增加,但塑性急剧下降,所以它主要用在铸态或热加工后。铝青铜具有较高的耐磨性和在大气中的耐腐蚀性,海水,海水碳酸和最有机酸比黄铜和锡青铜。铝青铜可用于制造高强度耐磨零件,如齿轮,轴衬,蜗轮,并且弹性部件具有高耐腐蚀性。
我们秉着“信誉、品质保障,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。我们能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。
作为另一个例子,其中产品具有结构目的,生产过程是由设计的处理流程的端部实现的:①Whether蚀刻工件的深度是由设计规定的公差范围内;蚀刻;实际;无论横向尺寸变化的大小和差范围的含量是由设计和工件的表面粗糙度规定的;②工件被腐蚀;蚀刻; ③满足设计要求;等如可以从上面的两个例子中可以看出,不同产品的最终要求是不同的。这需要关键控制点,并在设计过程中的过程控制的方法来实现在设计过程中处理的最终产品,以保证设计目标就可以实现。所谓内部是指必须具有一定的内在内容的过程。也可以说,内容是真实的。这些内容包含在该过程的步骤,所有操作员操作都参与了这些步骤。它也可以是这样描述的:什么样的资源将在一个有组织的活动(一个完整的,合理的工艺文件已经失去了在加工过程中的资源)可以使用,什么活动已经被批准了,怎么什么结果将是丢失的是该系列活动的最终输出,有什么价值转移的结果,和谁产生通过这个过程的输出。所有这些都包含在这个过程中的内在本质。