欢迎光东莞市溢格五金有限公司官网,公司主营:蚀刻加工!
电话:13332600295 | 网站地图


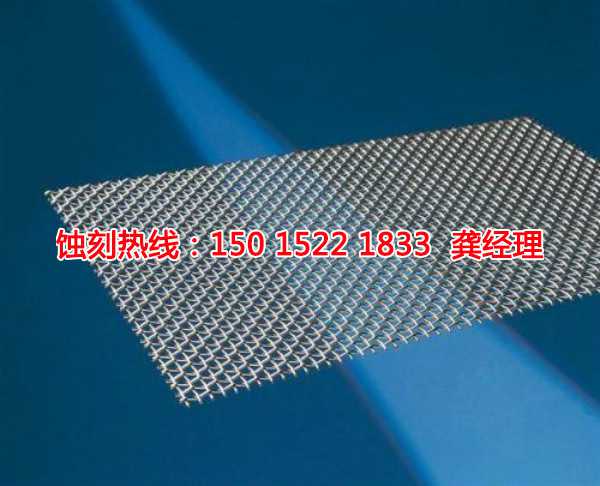
上海过滤网蚀刻厂家价格
(2)删除多余的大小。如不锈钢弹簧线,导线必须是φ0.80.84,实际线径为0.9。如何统一成品φ0.80.84,以及如何有效地除去在热处理过程中产生的毛刺和氧化膜?如果机械抛光和夹紧方法用于去除毛刺,它们的直径和比例均匀地除去从0.06至0.1mm正比于线去除圆周。不仅是加工工艺差,效率低,加工质量也难以保证。化学抛光的特殊解决方案可以实现毛刺和规模在同一时间的目的,并均匀地去除多余的导线直径。另一个例子是,对于不锈钢一些件,尺寸较大,并且用于电化学抛光的特殊溶液也可以用于适当地减小厚度尺寸,以满足产品尺寸要求。
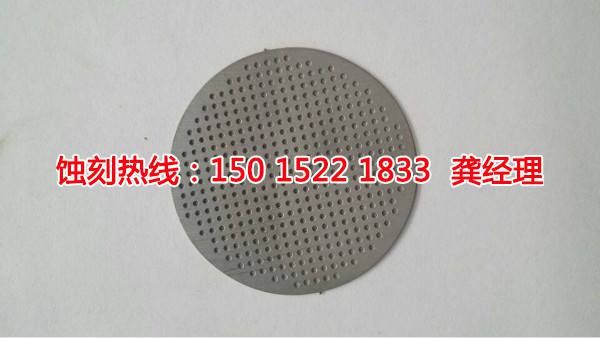
蚀刻可以简化复杂零件的处理。例如,有在翻拍网状太多的孔,以及其他的处理方法不具有成本效益。如果有几万孔,蚀刻可以在同一时间处理孔数以万计。如果激光技术用于处理,你可以想想你要多少时间花在。

大家好,我是高级。每个人都应该知道,生产芯片的时候,有两个大的设备,一个是光刻机,另一种是蚀刻机,所以有的朋友会问,姐姐,什么是光刻机,什么是刻蚀机。机,两者有什么区别?如今,高级姐姐会告诉大家。在这个问题上的知识点非常密集,大家都仔细倾听。什么是蚀刻机?我姐姐告诉你,在法会上指出蚀刻机可分为化学刻蚀机和电解蚀刻机。在化学蚀刻,化学溶液是用来实现通过化学反应蚀刻的目的。在化学蚀刻机所使用的材料发生化学反应。或消除震动。那么,什么是光刻机?光刻机也被称为曝光系统,光刻系统。简单地说,它使用光使一个图案,散布在硅晶片的表面上的胶,然后在掩模将图案转移到光致抗蚀剂设备将其复制到硅晶片。上的进程。所以,两者有什么区别?首先,对用于制造芯片,两种材料,金属和光刻胶的高级姐妹的原则,将讨论。首先,覆盖金属表面上的光致抗蚀剂,然后用光刻法蚀刻掉光刻胶,然后浸泡,所以没有光致抗蚀剂的部分将被侵蚀,并用光致抗蚀剂的部分将不会侵蚀。事实上,这两个过程是光刻和蚀刻,和所使用的机器是光刻和蚀刻机。大家都明白这一次。

基带芯片市场了!高通和华为,当你追我,谁能够带领5G基带芯片市场?由于印刷电路生产技术的不断发展,有越来越多的制造方法,所以有很多类别。制造过程包括照相制版,图像迁移,蚀刻加工,钻孔,孔金属化,表面的金属材料涂层和有机化工原料涂层处理流程。虽然有许多生产和加工方法,大部分的处理技术被分为两类,即“减去法”(也称为“铜蚀刻方法”)和“添加法”(也称为“添加法”)。在这两种类型的方法,它可分为几个制造工序。重要的类别在下面详细描述。这种方法通常首先将光化学方法或金属丝网印刷法或覆铜层压板所要求的电源电路图案转印的铜表面上的电镀方法。此图案由所需的抗腐蚀材料制成。然后,有机化学蚀刻来蚀刻掉多余的部分,留下必要的功率的电路图案。下面我将介绍以下代表性的处理技术:
它是使用喷淋系统,使喷嘴摆动的有效措施。进一步的改进可以通过在板的边缘处具有不同的中心和喷气压力,并间歇地蚀刻所述前边缘和所述板的后边缘,以实现在整个衬底表面上均匀的蚀刻来实现。
选择刨刀一般应按加T要求、工件材料和形状等来确定。例如要加工铸铁件时通常采用钨钴类硬质合金的弯头刨刀,粗刨平面时一般采用尖头刨刀。尖头刨刀的刀尖部分应先磨出r=1~3mm的圆弧,然后用油石研磨,这样可以延长刨刀的使用寿命。当加丁表面粗糙度小于3.2μm以下的平面时,粗刨后还有精刨,精刨时常采用圆头刨刀或宽头平刨刀。精刨时的进给量不能太大,一般为0.1~0.2mm。
4.保持母液,足以取代药物。母液萃取也是非常重要的。当药物含量处于最佳状态,应该提取。一旦药不正常,所以很难调整待机母液将起到关键作用。从这个角度来看,它不应该频繁地蚀刻操作过程中更换。
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。