欢迎光东莞市溢格五金有限公司官网,公司主营:蚀刻加工!
电话:13332600295 | 网站地图


坂田腐蚀联系电话
蚀刻是蚀刻掉经处理的表面,如氧化硅膜,金属膜等等,而不是由在基板上的光致抗蚀剂被掩蔽,从而使光致抗蚀剂掩蔽的区域被保留,使得期望的成像模式可是所得到的基材的表面上。蚀刻的基本要求是,该图案的边缘整齐,线条清晰,图案的变化是小的,和光致抗蚀剂膜和其掩蔽表面是从损伤和底切自由。

自2013年起,IG已与苹果公司合作生产约800,000相机VCM弹片和9350万个的苹果标志。其中,苹果6和苹果7目,相机VCM弹片占3.5十亿美元,苹果标志的占45万随着品牌,你在担心什么?拨打我们的热线合作方式:13332600295,我们将为您提供一流的产品蚀刻工艺!
该晶片用作氢氟酸和HNO 3,并且晶片被用作氢氟酸和NH4F氧化硅:蚀刻剂的选择是根据不同的加工材料确定,例如。当集成电路被化学蚀刻,被蚀刻的切口的几何形状不是从在航空航天工业的几何切削通过化学蚀刻不同。然而,它们之间的蚀刻深度差异是几个数量级,且前者小于1微米。然后,它可以达到几毫米,甚至更深。

“工欲善其事,必先利其器”。烫金设备的选型是决定烫金质量的关键因素。单张纸烫金机有平压平、圆压平、圆压圆三种机型,目前应用量最大的是平压平机型。圆压圆、圆压平、平压平三种压印方式烫金机各有其优缺点:圆压圆、圆压平烫印实施是线压力,总压力小,以相对较小的压力轻松完成大面积实地烫金,运动平稳,而且圆压圆型生产效率较高,特别适合大批量活件烫金,但由于铜版圆弧面加工难度较大,制作成本较高,加热滚筒也比平面加热困难。平压平操作灵活方便,比较适合短版产品。国产烫金设备与进口烫金设备相比在性能价格上有明显的优势,国产机价格只相当于国外同类产品价格的l/5~1/4,但进口机的套印精度、稳定性、功能上都明显优于国产机,也较国产机耐用,较适合固定批量高档包装产品加工。因此,产品类型和批量是决定烫金设备选型的关键。是否拥有BOBST等高档烫金模切设备在行业中已成为客户首选条件。
对于金属蚀刻来讲,不管是什么样的金属种类也不管工件的形状和大小如何,其前处理工 序都会包含有以下几个部分:除油、酸洗、钝化等。
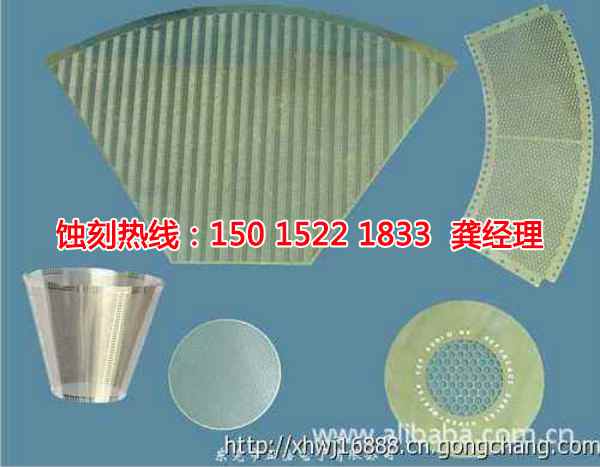
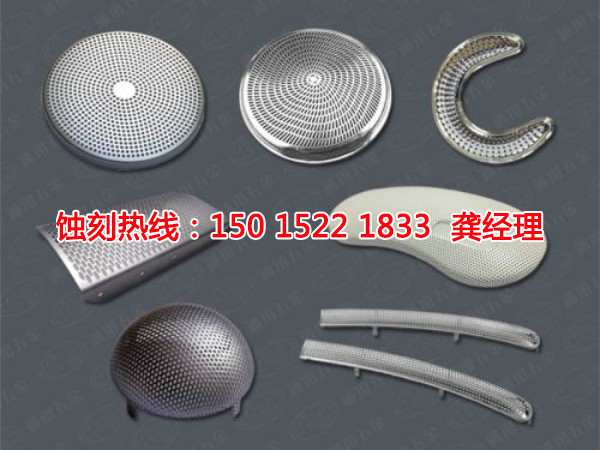
金属蚀刻网采用的蚀刻工艺加工成型的,它广泛应用于精密过滤系统设备,电子设备零件,光学,医疗设备仪器中。采用蚀刻加工的金属网片一般具有孔径较小、排列密集、精度高的特点,因此我们在生产加工过程中要注意质量的把控,今天为大家介绍一下金属蚀刻网加工...
(2)删除多余的大小。如不锈钢弹簧线,导线必须是φ0.80.84和实际线径为0.9,如何使成品甚至φ0.80.84如何有效地除去在热处理过程中的毛刺和氧化膜?如果机械抛光和夹紧方法用于去除毛刺,它们的直径和比例均匀地除去从0.06至0.1mm正比于线去除圆周。不仅是加工工艺差,效率低,加工质量也难以保证。化学抛光的特殊解决方案可以实现毛刺和规模在同一时间的目的,并均匀地去除多余的导线直径。另一个例子是,对于不锈钢一些件,尺寸较大,并且用于电化学抛光的特殊溶液也可以用于适当地减小厚度尺寸,以满足产品尺寸要求。
4.如果模具组是不适合的,该系统将搜索在小冲压模具库大方形或圆形模头,并且使用符合冲压更大的要求的直管芯大于或等于1.5倍的边长。
镀铬是泛指电镀铬,镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬是比较好的一种增加表面硬度的方法,但它也是有优缺点的,那么精密蚀刻工艺后镀铬又有哪些优缺点呢? 蚀...
H 3 PO 4 + Na0H = NaH2P04 + H 2 O <2级> CH3C00H + Na0H = CH3C00Na + H 2 O NaH2P04 + Na0H =磷酸氢二钠+ H 2 O另外,在本发明的上述的蚀刻方法,蚀刻重复使用的溶液的测量的不包括用于在金属离子蚀刻的蚀刻方法中,优选在所述第二分析方法的蚀刻溶液用于蚀刻硝酸,磷酸和醋酸的浓度和金属。
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。(1)平面刨刀:用于粗、精刨平面。(2)偏刀:用
通常,在横向方向上蚀刻的抗腐蚀层的宽度A被称为横向腐蚀量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。如上所述,所提到的圆弧R的上述大小由蚀刻深度的影响,在蚀刻窗的蚀刻深度,蚀刻溶液的比例,蚀刻方法的最小宽度,以及材料组合物的类型。侧面蚀刻的量决定化学蚀刻的精确性。较小的侧蚀刻,加工精度,和更宽的应用范围。相反,处理精度低,以及适用的范围是小的。的底切的量主要受金属材料。金属材料通常用于铜,其具有至少侧腐蚀和铝具有最高的侧腐蚀。选择一个更好的蚀刻剂,虽然在蚀刻速度的增加并不明显,但它确实可以增加侧金属蚀刻工艺的蚀刻量。蚀刻过程:处理直到铸造或浸渍药物与药物接触,使得仅露出部分被溶解,并在暴露的模具中取出。所使用的溶液是酸性水溶液,并且将浓度稀释至可控范围。浓度越厚,温度越高,越快蚀刻速度和较长的蚀刻溶液和处理过的表面,更大的蚀刻体积。当药物被蚀刻,并加入到整个模具时,药物之间的接触时间以水洗涤,然后用碱性水溶液中和,最后完全干燥。腐蚀完毕之后,模具无法发货。用于掩蔽操作的涂层或带必须被去除,并且蚀刻应检查均匀性。例如,蚀刻使得需要修复凹凸焊接或模具材料。