欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


上虞金属蚀刻联系电话
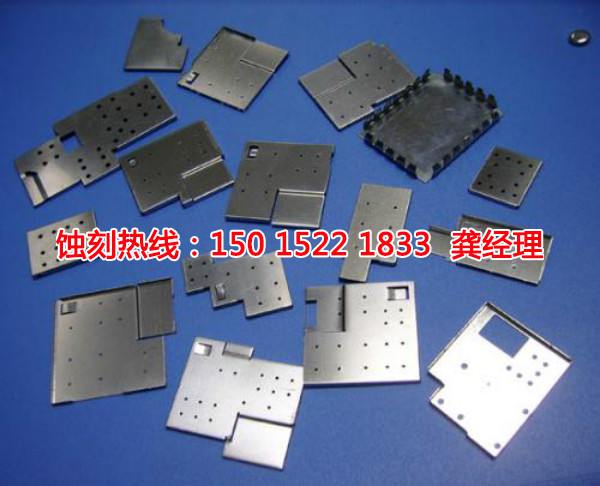
主板、 电源板、 高压板、电机齿轮组 、打印头、打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、
对于金属蚀刻来讲,不管是什么样的金属种类也不管工件的形状和大小如何,其前处理工 序都会包含有以下几个部分:除油、酸洗、钝化等。

金属表面预处理,所谓预处理,是指对某种金属材料在进行防蚀层制作前或蚀刻前的预先加工处理过程。 其目的是为某种金属材料提供一个表面状态一致的基准,然后在这个基准上再进行后续加工过程。 预处理质量的合格与否,将直接影响到金属蚀刻的最终质量。表现得最为突出的就是经预处理后工件表面与防蚀层之间的附着力关系,只有经过良好预处理的工件才能制作出满足蚀刻要求的防蚀层。同时,预处理也是金属蚀刻最先进行的工序,只有良好的开端才会有满意的结果。本节将对金属表面预处理所包括的各个工序及步骤逐一展开讨论。
对于0.1毫米材料,特别要注意在预蚀刻过程中,如涂覆和印刷,这是因为材料的尺寸也影响产品的最终质量。该材料的尺寸越大,越容易变形。如果材料的尺寸太小,它可能会卡在机器中。

这是促进和所有腐蚀性条件,这导致催化工艺下点蚀坑下保持。 2.腐蚀氧化铝膜的,即使它可以溶解在磷酸和氢氧化钠溶液,即使发生腐蚀,溶解速率是均匀的。为一体的集成解决方案的温度升高时,溶质的浓度在它增加,这促进了铝的腐蚀。 3.缝隙腐蚀缝隙腐蚀局部腐蚀。当在电解质溶液中时,形成在电解质溶液中的金属和金属或金属和非金属之间的间隙。金属部件的宽度足以浸没介质,并把介质在停滞状态。在间隙加速腐蚀的现象被称为缝隙腐蚀。铝合金4.应力腐蚀开裂(SCC)SCC是在30年代初发现的。
对于小型或几乎平坦的工件,如果条件允许,喷雾蚀刻比气泡的效率和准确性方面蚀刻更好。因此,在喷雾型是用于大容量媒体和简单平板状工件的第一选择;如果工件形状是大的,这是一个困难的蚀刻机使用,所述工件形状复杂,和批量大小不太大。这种类型的风格是适合于渗入空气气泡。
然而机蚀刻工艺很好的解决了冲压工艺解决不了的问题,如:模具可以随时的更换、设计,并且成本低。变更的随意性,可控性有了很大的增加。给设计人员提供了更广阔的空间。同时,也帮助冲压工艺解决了冲压卷进边的问题。但是,蚀刻工艺也不是万能的。往往需要与冲压结合才能更好的发挥他们的特性。