欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


坑梓铁网蚀刻技术
什么样的清洗剂,它含有一个强大的去污因子,无论是表面活性剂,所以有使用温度有一定要求。一般来说,清洗剂在35度和45度之间的温度下使用。这是因为许多表面活性剂的浊点是在此温度范围。
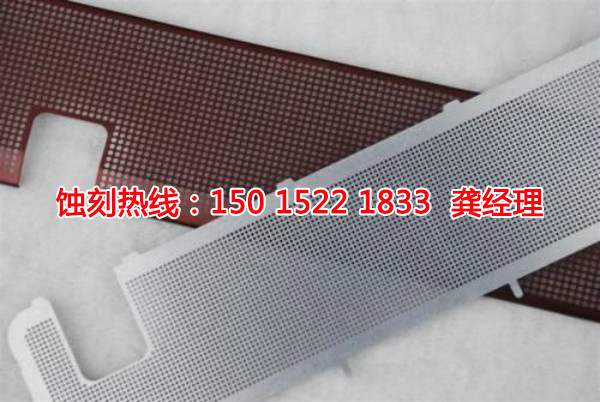
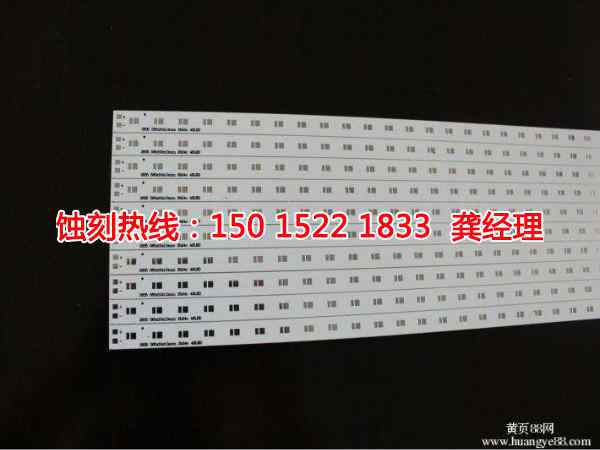
蚀刻机主要应用于航空,机械,符号等行业。蚀刻技术被广泛用于降低仪表板,铭牌和薄工件难以通过传统的加工方法来处理的重量。在半导体和电路板制造过程中,蚀刻是一种不可缺少的技术。它还可以蚀刻的图案,花纹和各种金属,如铁,铜,铝,钛,不锈钢,锌板等金属和金属制品的表面上的几何形状,并能准确地镂空。它也可以专业蚀刻和切割薄板用于各种类型的国产和进口不锈钢。现在它被广泛应用于金卡标签处理,手机键处理,不锈钢过滤器处理,不锈钢电梯装饰板加工,金属引线框加工,金属庙工业应用中,如线材加工,电路板加工,和金属装饰板的处理。

·提供一个具有均匀电导率的表面,特别是车身,车身若是由不同金属材质组成的,此特性更显重要,将有利于形成涂膜的均匀性,特别是漆膜的厚度。
电泳涂装工艺的发展越来越被更多的行业看好,凭借其优良的性能,简单的操作,其普及率从汽车行业逐渐渗透到标牌五金、日用百货等行业,从单纯的底漆发展到高要求及多彩装饰性表面上的应用,成为众多企业提升企业竞争力的首选。

因此,中国科学技术的5纳米刻蚀机的进入台积电的生产线是我国的芯片制造工艺的重大突破。这是一个具有重大意义,但“在弯道超车”的言论有点夸张和早产。
通常,在横向方向上蚀刻的抗腐蚀层的宽度A被称为横向腐蚀量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。如上所述,所提到的圆弧R的上述大小由蚀刻深度的影响,在蚀刻窗的蚀刻深度,蚀刻溶液的比例,蚀刻方法的最小宽度,以及材料组合物的类型。侧面蚀刻的量决定化学蚀刻的精确性。较小的侧蚀刻,加工精度,和更宽的应用范围。相反,处理精度低,以及适用的范围是小的。的底切的量主要受金属材料。金属材料通常用于铜,其具有至少侧腐蚀和铝具有最高的侧腐蚀。选择一个更好的蚀刻剂,虽然在蚀刻速度的增加并不明显,但它确实可以增加侧金属蚀刻工艺的蚀刻量。蚀刻过程:处理直到铸造或浸渍药物与药物接触,使得仅露出部分被溶解,并在暴露的模具中取出。所使用的溶液是酸性水溶液,并且将浓度稀释至可控范围。浓度越厚,温度越高,越快蚀刻速度和较长的蚀刻溶液和处理过的表面,更大的蚀刻体积。当药物被蚀刻,并加入到整个模具时,药物之间的接触时间以水洗涤,然后用碱性水溶液中和,最后完全干燥。腐蚀完毕之后,模具无法发货。用于掩蔽操作的涂层或带必须被去除,并且蚀刻应检查均匀性。例如,蚀刻使得需要修复凹凸焊接或模具材料。
取出后,如果需要高亮度,可以停止抛光,然后停止染色。为了避免变色和改善染色后的耐磨损性和耐腐蚀性,该清漆可喷涂。有些金属具有良好的耐腐蚀性和不染色,并且还可以与不透明颜料根据实际需要进行彩绘。
对于小型或几乎平坦的工件,如果条件允许,喷雾蚀刻比气泡的效率和准确性方面蚀刻更好。因此,在喷雾型是用于大容量媒体和简单平板状工件的第一选择;如果工件形状是大的,这是一个困难的蚀刻机使用,所述工件形状复杂,和批量大小不太大。这种类型的风格是适合于渗入空气气泡。
在第二个分析方法中,磷酸的混合酸溶液后,定量分析干燥并通过中和滴定进行。干燥通常需要30至60分钟,并且将样品在沸水浴中加热。因此,作为非挥发性磷酸时,样品保持完整,和酸特异性磷酸(硝酸和乙酸)从样品中除去。干燥后的中和滴定通常用的1mol / L的氢氧化钠水溶液中的标准溶液中进行。