欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


企石钼蚀刻技术
处理步骤:当接收到工件上,在这个过程1.进料检验,客户的需求,首先,我们必须通过检查清理工件,这是我们需要做的,而在目前的擦拭IQC处理。到达的产品纯属进口客户,然后仔细检查即将到来的材料,以消除缺陷的产品,以确保进口产品是好产品。
冷热交换机:彩色电泳对槽液温度控制要求较高,其槽液温度波动不宜太大,本设备选用进口名牌变频压缩机及电控单元控制、制冷制热分阀控制、共管循环,可一机多槽配置。

铜铜是工业纯铜。其熔点为1083℃,不存在同素异形变化的,其相对密度为8.9,这是五倍镁。这是约15? Eavier比普通钢。它有一个玫瑰红的颜色,并且当所述表面上形成的氧化膜,它通常被称为红色铜和是紫色的。它是铜,它含有一定量的氧气,因此它也被称为含氧铜。红色铜箔评出了紫红色。它不一定是纯铜,有时材料和属性添加到改善脱氧元素或其他元素的量,所以它也被分类为铜合金。中国铜加工材料可分为四种类型:普通铜(T1,T2,T3,T4),无氧铜(TU1,TU2和高纯度,真空无氧铜),脱氧铜(TUP,TUMn),和特殊的铜合金小类型(铜砷,碲铜,银铜)。铜的电和热导率是仅次于银,并且它广泛用于电和热设备的制造。紫铜在大气中良好的耐腐蚀性,海水和某些非氧化性酸(盐酸,稀硫酸),碱,盐溶液和各种有机酸(乙酸,柠檬酸),而在化学工业中被用于。此外,铜具有良好的可焊性和可制成各种半成品和成品通过冷和热塑性加工。这时在上世纪70年代,紫铜的产量超过其他类型的铜合金的总产量。在紫铜微量杂质对铜的导电和导热性造成严重影响。其中,钛,磷,铁,硅等显著降低导电性,而镉,锌等的影响不大。氧,硫,硒,碲等具有在铜非常低的固溶度,并且可以形成具有铜化合物,这对导电性更不易碎的影响,但可以减少治疗的可塑性。当普通铜被包含在晶界,氢或一氧化碳的氢或一氧化碳容易与氧化亚铜(铜氧化物)相互作用,以产生在还原性气氛的高压水蒸气或二氧化碳气体,这会导致铜以通过热反应破解。这种现象通常被称为铜的“氢病”。氧气是有害的铜的可焊性。

至于功能,处理和打印机和复印机零件的功能。加工产品名称:打印机充电网络。具体产品的材料:SUS304H-CSP不锈钢。材料的厚度(米制):0.1厚度毫米。本产品的主要目的:激光打印机色调剂盒
中国微半导体公司的5纳米刻蚀机,可以说是完全独立的顶尖技术华为5G后开发的。现在,经过三年的发展,中国微公司的技术生产纳米5个蚀刻机已日趋成熟。
生成的Cu2cl2小溶于水,在有过最CL存在的情况下,这种不溶于水的Cu2cl2和过量的Cl形成络合离子脱离被蚀刻铜表面,使蚀刻过程进行完全。其反应式如下:
在生产实践中控制cu‘裱度,如采作邋常使用的化学分析法,显然对于蚀刻液中cu’低浓度的严格控制是难于做到的,但通进电位拄制法就很容易解决。根据条思特方程式
处理步骤:在接收了工件时,在这个过程1.进料检验,客户的需求,第一,我们必须通过检查,也就是我们需要清洁和擦拭的过程中电流IQC工作工件,并要求客户提供纯正的产品,然后仔细检查即将到来的材料,以消除缺陷的产品,以确保进口产品是好产品。
公司优秀的企业文化状态:专业蚀刻精密零件制造企业使命:致力于提供高端精密蚀刻金属零件和全面的解决方案,有利于核心要素和客户的产品竞争力。企业价值观:质量是生命,服务是灵魂
首先,热超过1克在沸水浴中30分钟以上和干混酸溶液,然后洗涤和中和滴定残余物,计算的磷酸的浓度和在1mol / L的氢氧化钠水溶液的200毫升是磷酸浓度59.9? ?正确。磷酸当量是(59.9(重量?/ 100)/0.04900=12_224(毫克当量)。在这里,0.04900对应于1摩尔/ L的磷酸1毫升,CV值(氢氧化钠在该变型的量( G))时间)系数)为0.08·R
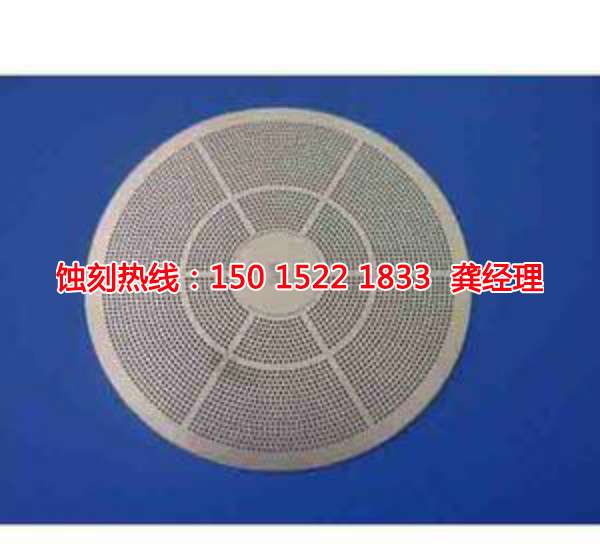
滤波器特性:直接过滤,工艺简单,透气性好,均匀和稳定的精度,无泄漏,良好的再生性能,快速再生速度,安装方便,高效率和长使用寿命。通常情况下,过滤器覆盖,并通过激光器使用,但是这两种方法都有相同的缺点。冲孔和激光加工将有毛刺的大小不同。化学蚀刻是一个新兴的过程。该产品可通过变形和无毛刺蚀刻不能达到+/- 0.001取决于材料的厚度进行加工。金属蚀刻工艺盖以保护第一部分,其是丝网印刷或丝网印刷在基板上,然后化学或电化学方法用于蚀刻不必要的部分,最后保护膜被去除,以获得治疗产物。它是在印刷技术的应用中的关键步骤,例如初始生产迹象,电路板,金属工艺品,金属印刷,等等。由于导线电路板的导线是薄且致密的,机械加工难以完成。不同的金属材料具有不同的性质,不同的蚀刻图案精度和不同的蚀刻深度。在制备中使用的蚀刻方法,工艺和蚀刻溶液是非常不同的,和所使用的光致抗蚀剂材料也不同。
上述酸当量组分的浓度被控制为通常大于50? ?重量,优选大于70? ?重量,通常小于85? ?以下重量优选低于84? ?正确。较高的酸浓度,更快的蚀刻速度。然而,由于可商购的磷酸的浓度通常为85? ?重量,当磷酸浓度为85? ?重量,硝酸的浓度为0? Y重量(不氧化剂的存在下),和覆盖该金属表面与所产生的氢,这将减慢蚀刻速度。因此,磷酸的浓度优选小于84? ?正确。