欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


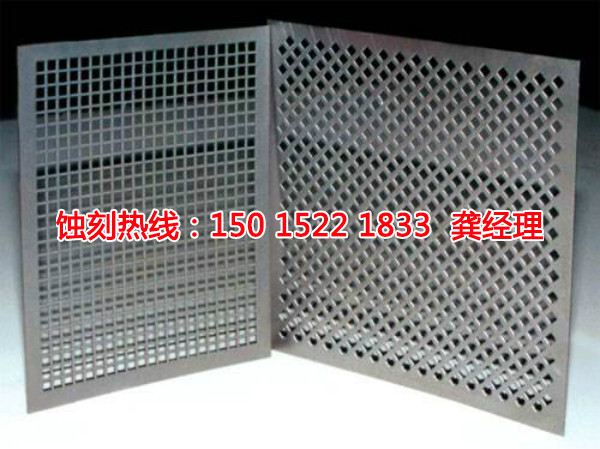
花都金属蚀刻技术
我们秉着“信誉、品质保障,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。我们能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。

这种方法通常被用于蚀刻,这是美学上令人愉悦:激光蚀刻是无压,所以没有材料加工的痕迹;不仅有明显的压痕压力敏感标记,但是他们很容易脱落。在蚀刻过程中,蚀刻溶液组成的金属零件的各种化学组合物。在室温下或加热一段时间后,金属需要被蚀刻以达到所需的蚀刻深度和缓慢溶解,使得金属部分示出了表面上形成的装饰三维印象在其上的装饰字符或图案形成了。蚀刻过程实际上是一个化学溶液,即,在蚀刻工艺期间的自溶解金属。此溶解过程可以根据化学机制或电化学机制来进行,但金属蚀刻溶液通常是酸,碱,和电解质溶液。因此,金属的化学蚀刻应根据电化学溶解机制来执行。蚀刻材料:蚀刻材料可分为金属材料和非金属材料。

不久前,经过国内5纳米刻蚀机出来了,它是由台积电采用第一;这也证明了国产刻蚀机已达到世界领先水平,因此中国成为了第一个国家能够生产5纳米刻蚀机的世界。 ,这一次,我们真的成功地引领世界! ,中国的科技公司可以在芯片领域做出如此巨大的进步,这一事实也值得我们高兴的事情!
3.对于具有矩形轮廓,当长侧大于或等于短边的1.5双,它会自动搜索方形冲压模具,其是与矩形的短边相一致:搜索椭圆槽或具有相同宽度的槽。如果没有为一个圆形冲压模具没有环形槽,直接使用模具。如果模具为上述两个步骤以后没有确定,你可以考虑使用一个圆形模具冲压方形或直线或圆弧。
取出后,如果需要高亮度,可以停止抛光,然后停止染色。为了避免变色和改善染色后的耐磨损性和耐腐蚀性,该清漆可喷涂。有些金属具有良好的耐腐蚀性和不染色,并且还可以与不透明颜料根据实际需要进行彩绘。
传统工艺?太复杂了。蚀刻之前每个进程不能省略。现在的问题是:当它涉及到的蚀刻行业,什么是大家最头痛的问题?首先是环保!第二个是工艺复杂,周期长,并招募工人的难度。有8个进程,每个进程具有大量的VOC的气体的排出。如果一个不小心,环保部门将检查它,它会很容易地惩罚并处以重罚。蚀刻优秀版本的技术简化了繁复的过程,而不是简单的。最重要的是要真正实现零排放的污染。凭借着出色的蚀刻版本相比,以前所有的问题都不再是问题。蚀刻优秀的版本是蚀刻行业的先锋!
4、电泳:1、采用聚氨脂电泳漆,以武汉科利尔化工有限公司KLL-8031为例,配500L电泳槽需漆83kg,高去离子水417kg,按漆:水=1:5配比,色浆和漆的比例根据厂家提供的样品色浆,可调全色系,现在用的多有红铜、枪黑、宝兰及茶色。2、其温度控制在27±2℃,以偏上为宜。
材料厚度:材料厚度确定必须使用的工艺。该蚀刻工艺可以解决制作小孔直径0.08毫米,0.1mm时,0.15毫米的问题,和0.2至0.3mm问题。的主要应用是:蚀刻过程。此过程可以有效地匹配用于解决在不锈钢小孔问题的材料的厚度。特别是对于一些小的孔,这是密集的,并且需要高耐受性,也有独特的治疗方法。是否已处理的不锈钢孔有洞,它们的直径和孔的均匀性都非常好。当这样的密集或稀疏针孔产品需要大量生产中,蚀刻工艺也能积极响应。
它可以被想象为垂直硅晶片上大雨,没有光致抗蚀剂保护的硅晶片将待轰击,这相当于在硅晶片中的孔或槽挖,和光致抗蚀剂可以是完成蚀刻后的湿。洗去,所以你得到一个图案的硅晶片。