欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


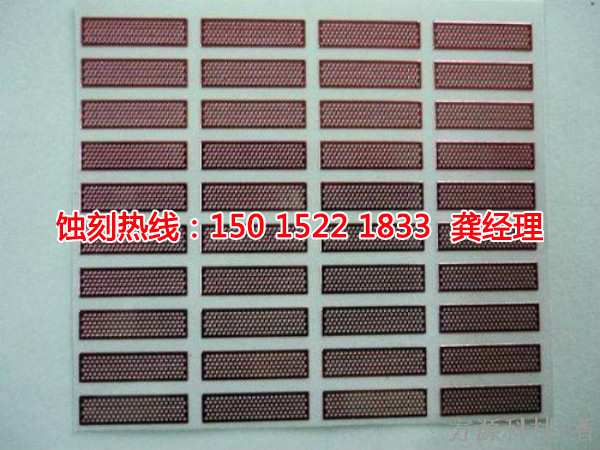
横沥喇叭网蚀刻技术
镀铬是泛指电镀铬,镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬是比较好的一种增加表面硬度的方法,但它也是有优缺点的,那么精密蚀刻工艺后镀铬又有哪些优缺点呢?

关于功能,处理和涂覆夹具的特性。正被处理的产品的名称:磁性真空镀膜夹具。在一个特定的产品材质:SUS304H SUS301EH材料厚度(公制):该产品主要用于0.03毫米-0.5毫米:主要在电子产品中,使用的芯片的功能相关的,处理和涂覆夹具的特性。正被处理的产品的名称:真空镀膜夹具植入物。特定产品中的材料:SUS304H SUS301EH材料厚度(公制):0.03毫米0.5毫米本产品的主要目的:主要用于电子产品,晶体
它可以吸附灰尘,所以静电必须被移除。静电消除之后,灰尘不会吸收产品。静电消除后,继续下一个步骤:喷涂敏感的油。喷涂清漆的感觉,主要是在制备预曝光(曝光),产品和致敏油喷雾的过程。在完成加油操作后,产品必须仔细检查。检查的目的是该制品是否燃料喷射过程中与油喷洒。不良现象,如残余油残基。当电路的所选产品,它将流入下一工序:感光(曝光)。
我们还可以看到,在两个不锈钢板剩余的膜面积逐渐回落。摇动它们,直到水温是20或30度,然后擦拭干净,用干净的布。然后把不锈钢板与干净的水冲洗桶。蚀刻符号和符号的半成品在此形式。让它自然风干。

我公司是一家专业从事五金蚀刻精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有蚀刻、抛光、冲压等工艺车间。可以承接大小批量、多样化订单。并满足各类客户的需求。
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面或垂直面等。 (3)切刀:用于切槽、切断、刨台阶面。 (4)弯头刨槽刀:用于加工T形槽、侧面上的槽等。 (5)内孔弯头刨刀:用于加工内孔表面,如内键槽。 (6)成形刨刀:用于加工特殊形状表面,刨刀切削刃的形状与工件表面一致,一次成形。 2、根据结构分类,刨刀可分为整体式刨刀、焊接式刨刀和装配式刨刀。 (1)整体式刨刀:整体式刨刀的刀杆与刀头由同一种材料制成,中小规格的刨刀大都做成整体式。 (2)焊接式刨刀:焊接式刨刀的刀头与刀杆由两种材料焊接而成,刀头一般为硬质合金刀片。 (3)装配式刨刀:大规格的刨刀多做成装配式。刀头与刀杆为不同材料,用压板、螺栓等将刀头紧固在刀杆上。 4、按加工精度可分为粗刨刀和精刨刀。 5、按进给方向可分为左刨刀和右刨刀。
比较几种形式化学蚀刻的应用; (1)静态蚀刻的蚀刻它板或部分,并且浸在蚀刻溶液,蚀刻到某一深度,用水洗涤,然后取出,然后进行到下一处理。这种方法只适用于原型或实验室使用的小批量。 (2)动态蚀刻A.气泡型(也称为吹型),即,当在容器中的蚀刻溶液进行蚀刻,空气搅拌和鼓泡(供应)。 B.飞溅的方法,所述对象的表面上的喷涂液体的方法由飞溅容器蚀刻。喷涂在表面上具有一定压力的蚀刻液的C.方法。这种方法是相对常见的,并且蚀刻速度和质量是理想的。
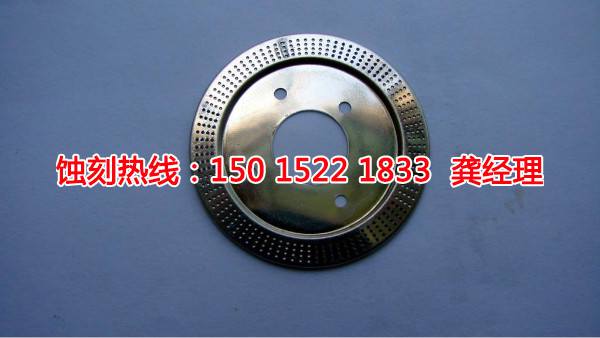
我们秉着“信誉、品质保障,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。我们能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。
在连续的板子蚀刻中,蚀刻速率越一致,越能获得均匀蚀刻的板子。要达到这一要求,必须保证蚀刻液在蚀刻的全过程始终保持在最佳的蚀刻状态。这就要求选择容易再生和补偿,蚀刻速率容易控制的蚀刻液。选用能提供恒定的操作条件和对各种溶液参数能自动控制的工艺和设备。通过控制溶铜量,PH值,溶液的浓度,温度,溶液流量的均匀性(喷淋系统或喷嘴以及喷嘴的摆动)等来实现。
1.大多数金属适合光刻,最常见的是不锈钢,铝,铜,镍,镍,钼,钨,钛等金属材料。其中,铝具有最快的蚀刻速率,而钼和钨具有最慢的蚀刻速率。
这时,有人问,那我们的国家有这两个设备?首先,资深的姐姐,让我们来谈谈在世界上最有影响力的芯片加工厂,其中包括英特尔,三星,台积电。这三个芯片处理公司与一个公司,ASML在荷兰有着密切的关系。有些朋友都不会陌生,这家公司,这家公司专门生产雕刻机,生产技术绝对是世界顶级的!即使是发达国家,如美国,它不能产生雕刻机只能与ASML合作。日本的佳能和尼康雕刻机不能与ASML竞争。目前,ASML可以实现生产的6,5,4和3纳米芯片,并且据说它现在已经传递到1.2纳米的!