欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


龙岗金属镂空蚀刻技术
每个人都必须熟悉华为禁令。作为一个有影响力的科技巨头在国内外,特朗普也感到压力时,他意识到,华为不断增加,显示在移动电话和5G领域的技能。他认为,它将对美国公司产生影响。与此同时,他不愿意承认的事实,5G建设在美国落后。该芯片系统行业绝对是美国的领导者,但中国更强大的人工智能芯片,并具有较高的多项专利。该芯片领域正在努力缩小差距。

我们秉着“信誉、品质保障,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。我们能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。
电泳槽:材料PVC,配有漆液主循环过滤系统,采用磁力泵驱动,每小时循环量4-6次,超滤系统及冷热交换循环系统。
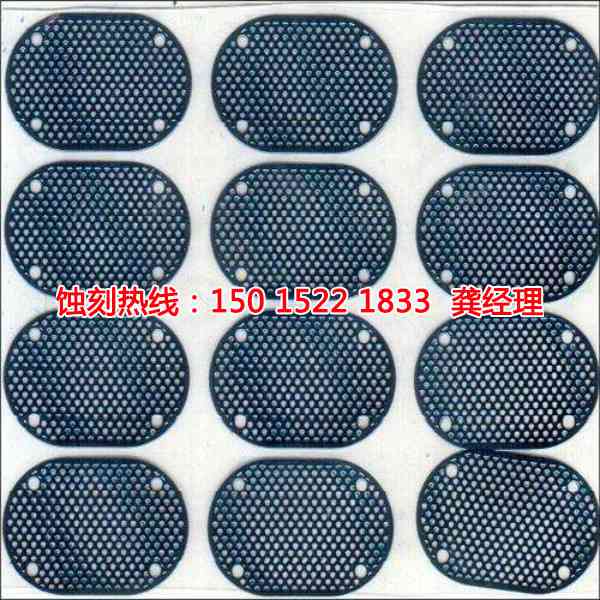
4.根据红色图像,处理该扁平凹凸金属材料产品,如文本,数字,和复杂的附图和图案。制造各种薄的,自由形式的通孔的部件。

1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面...
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
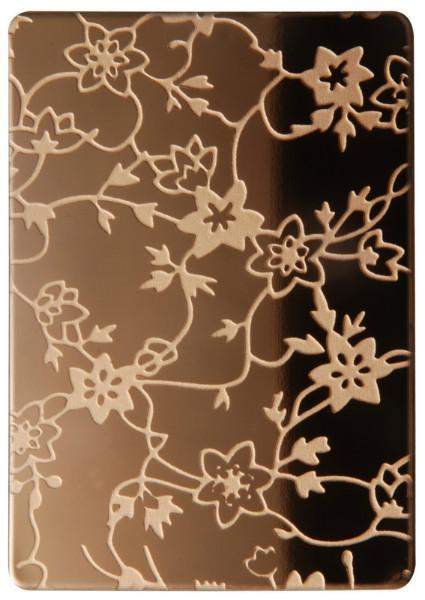
电泳涂装工艺的发展越来越被更多的行业看好,凭借其优良的性能,简单的操作,其普及率从汽车行业逐渐渗透到标牌五金、日用百货等行业,从单纯的底漆发展到高要求及多彩装饰性表面上的应用,成为众多企业提升企业竞争力的首选。
(2)cu+含量对蚀刻速度的影响:随着蚀刻过程的进行,溶液中Cu+浓度会逐渐增大。少量的Cu+就能明显减慢蚀刻速度。如在每升120g cu2+蚀刻液中有4gcu+就会显著降低蚀刻速度。所以在蚀刻过程中要保持cu+的含量在一个较低的浓度范围内。并要尽呵能快地使cu。氧化成cu“,也正凶为这样,才使得酸性cucl:的蚀刻液的普遍使用受到一定跟制。