欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


万江金属蚀刻技术
在生产实践中控制cu‘裱度,如采作邋常使用的化学分析法,显然对于蚀刻液中cu’低浓度的严格控制是难于做到的,但通进电位拄制法就很容易解决。根据条思特方程式
符号的说明:1蚀刻槽;分析装置2循环泵; 3硝酸/磷酸/乙酸浓度分析装置; 4蚀刻材料; 5新的乙酸液罐; 6新的乙酸液供给泵; 7加热装置; 8乙酸浓度的输出信号; 9蚀刻终止废液去除管道; 10个新的蚀刻液(浓度调整磷酸/硝酸/乙酸)引入管道; 11搅拌装置; 12蚀刻废液去除调整和发送输出信号; 13米; 14。为入口信号新蚀刻液; 15个新的蚀刻液罐; 16个新的蚀刻液供给泵。

2.形状和工件的尺寸:对于大型工件时,难以进行喷雾由于设备限制蚀刻和气泡的侵入,并且也不会被工件的尺寸的影响。工件的形状是复杂的,并且某些部分将到位,这会影响喷雾期间蚀刻的正常进展。侵入性类型是在蚀刻溶液中,以侵入该工件只要溶液和工件动态维护。它可以确保异构工件的所有部分可以填充有蚀刻液,并用新的和旧的液体连续地更换,以使得蚀刻可以正常进行。
如今的铝单板已经成为生活中常见的物品了,作为新时代的装饰材料,铝单板与人们的生活密切关联着,给人们带来不一样的装饰风格的同时也带

东莞市溢格五金有限公司是一家专业从事五金蚀精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有电镀、抛光、冲压等工艺车间。我们可以承接大小批量、多样化订单,并满足各类客户的需求。
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。
常见类型的蚀刻铝的有:1点蚀,也被称为点蚀,由金属制成的,其产生针状,坑状局部腐蚀图案,并且空隙。点蚀是阳极反应的唯一形式。这是促进和所有腐蚀性条件,这导致催化工艺下点蚀坑下保持。 2.腐蚀氧化铝膜的,即使它可以溶解在磷酸和氢氧化钠溶液,即使发生腐蚀,溶解速率是均匀的。为一体的集成解决方案的温度升高时,溶质的浓度在它增加,这促进了铝的腐蚀。 3.缝隙腐蚀缝隙腐蚀局部腐蚀。
化学腐蚀也被广泛使用,以减少管的壁厚。当加入T,方法7通常是用来浸渍金属管,并且蚀刻剂可以用来除去内径和管壁的外径两者。然而,如果只允许从配管的内表面,以达到满意的效果除去金属,必要的是,该管的内径应不超过一定的限度。例如,当所述管的内径小于12mm和不规则的形状,这将被认为是由于气泡,腐蚀性漩涡和其它因素的影响。因此,对于具有的直径小于12毫米的管中,仅在两个管的端部可以被插入,并且多余的金属可以从管的外侧除去。化学蚀刻工艺是一种限制。在化学蚀刻中钻孔的处理是不同的。化学蚀刻是从机械方法和钴孔电解方法不同。它不能添加吨到可以由后两种被处理的孔的形状。电解钻不腐蚀。它通过钻非常硬的材料采用的是钻头等效于直管来供应电解质。选择一个合适的治疗方法可钻具有直壁的孔。和化学蚀刻钻孔只能钻出锥形不规则孔。对于深化学物质的侵蚀训练,由于长期腐蚀,几乎在耐化学性钻探没有改善,除非在特殊情况下使用。
镀铬是泛指电镀铬,镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬是比较好的一种增加表面硬度的方法,但它也是有优缺点的,那么精密蚀刻
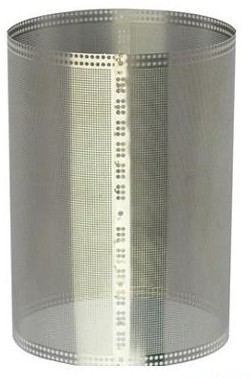
目前,蚀刻机主要应用于航空,机械,标志着行业。蚀刻技术被广泛用于降低仪表板,铭牌,和薄工件,很难用传统的加工方法(重量减少)来处理的重量。在半导体和电路板制造过程中,蚀刻是一种不可缺少的技术。它也可以蚀刻的图案,花纹和各种金属,如铁,铜,铝,钛,不锈钢,锌板等金属和金属制品的表面上的几何形状,并能准确地镂空。它也可以专业执行蚀刻和各种国内和进口的不锈钢板的切割。现在蚀刻机广泛用于在金卡使用登记处理中,移动电话键处理,不锈钢过滤器网屏处理,不锈钢电梯装饰板加工,金属引线框加工,金属工业应用中,例如眼和脚线材加工,电路板加工和金属板装饰。
糊版主要是由于烫金版制作不良,电化铝安装得松弛或电化铝走箔不正确造成的。烫印 后电化铝变色主要是烫印温度过高造成。另外,电化铝打皱也易造成烫印叠色不匀而变色,可通过适当降低温度解决。对于圆压平机型可在送箔处加装风扇,保持拉箔飘挺,避免在烫印前电化铝触及烫金版而烤焦。