欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


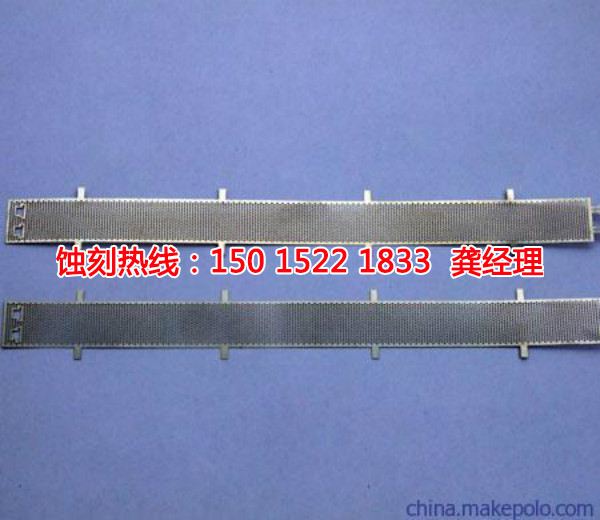
平湖腐刻加工_喇叭网蚀刻
数控雕刻;由雕刻部接收到所述粗加工后,它被放置在机器上用于目视检查和后处理。由于在模具的尺寸和工具行困难差,生产时间是不同的。一般模具模型是1-4小时,尤其是它需要多于8小时和24小时以完成数控加工。建成后,监控和检查以确认不存在被发送到QC之前没有问题。根据客户的不同烫印材料,它可分为两种治疗方法。该材料不包含不干胶通常可以热处理。除了热处理以增加硬度,该材料还需要与特氟隆被电镀。 Longneng防止冲压制品从粘附于模具,但由于特殊处理,特氟隆电镀不会影响模具的清晰度。主管的印章的检验报告后,模具可以包装和运输。
不锈钢过滤器是一种相对耐用的过滤材料,已被广泛应用于各个领域,如环保,食品,医药,煤炭,化工,机械,造纸,装饰,建筑,航空等,能为用户节省在日常生活中大量的维护费用。性能:耐酸性,耐碱性,耐高温性,拉伸强度和耐磨损性。用途:可用于筛选和酸和碱,如泥浆屏幕在石油工业中,例如在化学工业中的过滤器,化纤行业和屏幕在电镀工业,如酸洗,过滤环境条件;环保,食品,制药,煤矿,化工,机械,造纸,装饰,建筑,航空等领域。
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面或垂直面等。 (3)切刀:用于切槽、切断、刨台阶面。 (4)弯头刨槽刀:用于加工T形槽、侧面上的槽等。 (5)内孔弯头刨刀:用于加工内孔表面,如内键槽。 (6)成形刨刀:用于加工特殊形状表面,刨刀切削刃的形状与工件表面一致,一次成形。 2、根据结构分类,刨刀可分为整体式刨刀、焊接式刨刀和装配式刨刀。 (1)整体式刨刀:整体式刨刀的刀杆与刀头由同一种材料制成,中小规格的刨刀大都做成整体式。 (2)焊接式刨刀:焊接式刨刀的刀头与刀杆由两种材料焊接而成,刀头一般为硬质合金刀片。 (3)装配式刨刀:大规格的刨刀多做成装配式。刀头与刀杆为不同材料,用压板、螺栓等将刀头紧固在刀杆上。 4、按加工精度可分为粗刨刀和精刨刀。 5、按进给方向可分为左刨刀和右刨刀。

随着社会的发展,人们的思想觉悟已经上升到新的高度,不再是一味的片面的满足,更多的是考虑到如何做到可持续发展。对于铝单板的需求同样如此,在能够满足装饰的前提下,更多的是考虑到产品对人体、对环境的影响。消费者需要健康绿色安全的产品,对于铝单板厂家来说,挑战与突破越来越多,也越来越严苛,好的产品不仅能够满足需求,还要带有更高的附加值。

蚀刻是使用化学反应或物理冲击以去除材料的技术。蚀刻技术可分为湿式蚀刻和干法蚀刻。通常称为刻蚀也被称为光化学蚀刻,它指的是去除的区域的保护膜的曝光和显影,以及暴露于化学溶液后待蚀刻的蚀刻,以实现溶解和腐蚀的效果。点形成或挖空。
我公司是一家专业从事五金蚀刻精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有蚀刻、抛光、冲压等工艺车间。可以承接大小批量、多样化订单。并满足各类客户的需求。
不锈钢油过滤器有以下的性能特点:1)耐高温性:它可以承受高温度高达约480℃,并且过滤器也不会变形。 2)简单清洗:单层过滤器材料具有简单的清洁特性,并特别适合用于反洗,经济实用,成本低。 3)耐腐蚀性:不锈钢材料本身具有超高耐腐蚀性和耐磨损性。 4)高强度:优质不锈钢材料具有高的耐压性,并能承受更大的工作强度。 E)易于处理:高品质的材料可以很容易地切割,弯曲,拉伸,焊接,并通过不相关的精加工处理传递诸如经过程序。 6)过滤效果是非常稳定的:当高品质的原料在制造过程中被选择,当它们不能使用它们将被变形。它可以更完全分离油和泥浆,增加油的浓度,减少浪费。
1.生产能力:喷雾蚀刻具有高效率,速度快,精度高,其适用于特定的大规模生产。生产容易实现自动控制,但设备投资大,并且它不适合用于蚀刻异型工件和大型工件;蚀刻设备,侵入气泡具有小的投资,并且易于蚀刻和各种工件。
(2)洗涤:温度,时间,方法和洗涤系列将被写入。如果没有特殊的要求,一般使用水在室温下进行清洗。大多数方法采用浸多级净化技术。对于复杂的工件,将用于清洁,混合,超声技术或喷涂设备的预防措施。
金属蚀刻过程流具有像其他处理流程自己的特点。只的金属蚀刻工艺的特征的充分理解可以被设计成具有所需的过程。金属蚀刻处理流程的特点主要表现在10个方面,如targetness,内在性,完整性,动力学,层次性,结构,可操作性,可管理性,稳定性,权威性和执行。这些组分进行分析并在下面讨论。用途:所谓的目标是使整个过程的清晰输出有一定的过程,或达到特定的目的。用于金属蚀刻的目的是满足其设计图纸的产品的要求。更具体地,这些要求包括了产品的蚀刻尺寸要求,蚀刻后的表面粗糙度的要求,等等。例如,对于产品具有用于装饰目的的蚀刻图案,设计过程完成后的目标就可以实现:①Requires蚀刻图形的清晰度; ②Requires的设计要求的粗糙度,并且被蚀刻的金属表面应满足;图形和文本符合设计要求的腐蚀;的③的深度; ④在蚀刻工艺期间对工件的变形应该在这个设计中规定的范围内;等等