欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


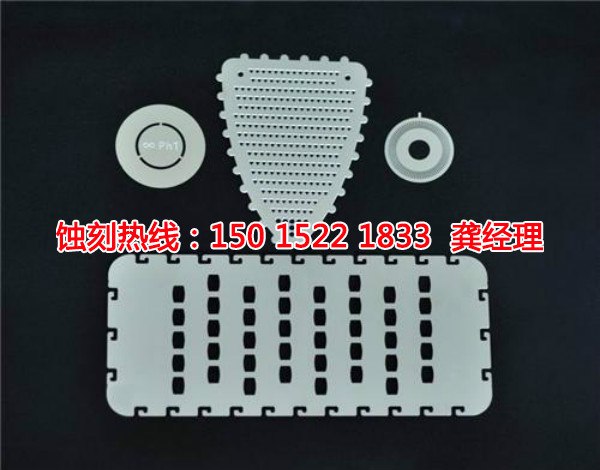
茶山铭牌蚀刻加工厂
应该丝网印刷前应进行干燥。如果有湿气,这也将影响油墨的粘附性,这将影响随后的图案蚀刻,甚至混叠,这将影响的装饰效果的效果。

自公司成立,经过多年的努力和发展,现已拥有一批进口的高精密腐蚀生产线和超精密腐蚀生产线(最小公差为0.005毫米,宽度为0.03毫米,最薄线,并且所述最小开口为0.03mm),并且具有长成的大型企业。 。目前,我公司生产和销售蚀刻的晶片产品,一流的产品质量,诚信,周到的售后服务,这使得深深信赖,深受客户好评的公司。
根据本发明的蚀刻方法中,常规的蚀刻溶液的寿命可以通过约两倍进行扩展。与此同时,在使用前的蚀刻溶液的组成,稀释剂组分如乙酸容易挥发由于沸点,并且如果挥发,除乙酸以外的酸浓度浓缩。在这个意义上,一个额外的系统是必需的,以控制醋酸的浓度。如果酸和氧化剂进行调整,随后的蚀刻速度可维持在一定的时间间隔的初始蚀刻速率,并且能够实现稳定的长期腐蚀。通过由2次延伸的液体的使用寿命,因为废物的数量减少了一半它是有效的。通过除去乙酸和硝酸的方法回收的磷酸组分可以打开到通过中和氯化肥料被再利用。
电火花穿孔,也称为电子冲压。对于一个小数量的孔,例如:约2或5时,它可以使用,主要用于诸如模塑操作,不能进行批量生产。根据不同的材料和不同的蚀刻处理的要求,化学蚀刻方法可以在酸性或碱性蚀刻溶液进行选择。在蚀刻工艺期间,无论是深蚀刻或浅蚀刻,被蚀刻的削减是基本上相同的,横向的蚀刻是在子层与所述圆弧的横截面形状测量。只有当蚀刻过程是从入口点远离将一个“直线边缘”的矩形横截面在行业形成。为了实现这一步,在一段时间后,该材料已被切割并蚀刻,使得所述突出部可被完全切断。它也可以从这个看出,使用化学方法精密切割只能应用于非常薄的金属材料。的能力,以化学蚀刻以形成直段取决于用于蚀刻设备上。和治疗方法中,使用这种类型的设备在恒定的压力通常的喷雾装置,并且蚀刻喷射力将保证暴露于它的材料将迅速溶解。溶解也被包括在该圆弧状的中央部分。以下是与蚀刻的金属相容的强腐蚀性也很重要。蚀刻剂的强度,喷雾压力密度,蚀刻温度,设备的传输速率(或蚀刻时间)等。

首先,6克上述混合酸溶液用水稀释以使250克。用25mg每LG硝酸制备硝酸钾的水溶液被用作参比溶液,并测量在近302的吸光度。使用水作为对照溶液。校准线从参考溶液和吸光度,并计算硝酸盐的混合酸溶液中的浓度之间的关系来制备。硝酸的浓度为14.9? Y权。硝酸当量是(14.9(重量?/ 100)/0.0631=2.365(毫克当量)。在这里,0.0631是氢氧化钠当量至1ml的1mol / L氢氧化钠(G)的量(g)。在此外,此时(变异系数)的CV值为0.3?和分析值的分散??非常小。
(2)删除多余的大小。如不锈钢弹簧钢丝,导线必须是φ0.80.84,实际线径为0.9。如何统一成品φ0.80.84,如何有效地去除在热处理过程在这个过程中产生的毛刺和氧化膜?如果机械抛光和夹紧方法用于去除毛刺,其直径和比例在圆周上被均匀地除去从0.06至0.1mm正比于钢丝。不仅是加工工艺差,效率低,加工质量也难以保证。化学抛光的特殊解决方案可以实现毛刺和规模在同一时间的目的,并均匀地去除多余的导线直径。另一个例子是,对于不锈钢一些件,尺寸较大,并且用于电化学抛光的特殊溶液也可以用于适当地减小厚度尺寸,以满足产品尺寸要求。
工艺设计实际上是工艺设计。什么是工艺设计的目的是什么?如果你想蚀刻产品的图形,只是告诉接线员的加工量和需求,然后把它给不同的员工进行处理。想象一下,这是很难想象产品的加工质量的一致性。根据不同的工人自己还在使用。
(1)脱脂:要使用的脱脂公式和相应的操作条件(温度,时间,是否需要搅拌等),工具来测试这些操作条件和所需的设备将被写入。如果有一个典型的脱脂工序,在蚀刻工艺期间的实际制备过程中,它通常写入根据典型的工艺规范的内容来执行,这是没有必要写所有的过程和脱脂食谱。如果没有相应的典型工艺规范,脱脂和操作条件应写入。