欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


大沥铭牌蚀刻加工厂
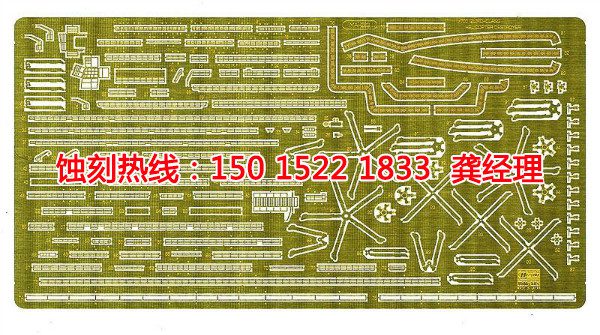
只有后在这个过程中的每个步骤进行了详细描述会不会有在处理的可操作性和可管理性。在一个完整的和合理的处理流程中,所需要的材料,必要的设备,需要的操作符,和工件的输入被处理,以完成输入处理。然后,运营商使用他们的相应设备,原材料,工具等根据一系列在他们自己的过程要求加工活动,最后获得从设计图纸所需的合格的生产完成生产过程的处理。

这种方法通常被用于蚀刻处理,并且生产效率高:因为没有必要使模具中,只需要编译程序。之后的任务,时间和精力将被保存。它可以在开始前一分钟的过程中被改变,以免影响生产调整。无论简单或凌乱的加工形状的,处理成本是相同的,并且花费的时间基本相同。处理速度能基本相匹配的数字印刷的速度,并且其可以被连接到机器用于生产。钢筋锈蚀这种方法通常用于蚀刻工艺的经济效益:是否有必要准备,处理任务的规模,业务来源将扩大模具。在传统模切过程中,有不仅各种核(如平压式,轮压型,冲压,穿孔,压痕,等),但支撑的东西也凌乱,现在可以省略。
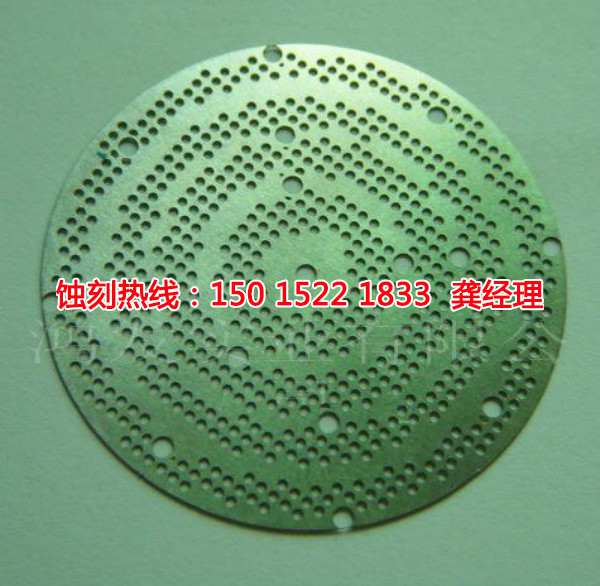
什么是蚀刻最小光圈?该蚀刻工艺中不能处理的所有附图中,具有一定的局限性。蚀刻孔= 1.5 *该材料的厚度例如0.2毫米:若干基本原则应注意图形卡时进行设计。开口直径= 0.2×1.5 =0.3毫米如果需要最小的孔,小孔可制成,而且它也取决于该图的结构。孔和材料的厚度之间的线宽度为1:1,例如,该材料的厚度为0.2mm,且剩余线宽度为约0.2毫米。当然,这还取决于产品的整体结构。对于后续的咨询工程师谁是设计产品,并讨论了特殊情况下的基本原则。蚀刻过程和侧面腐蚀的准确度:在蚀刻过程中,存在除了整体蚀刻方法没有防腐蚀处理。我们一定要注意防腐蚀层。在蚀刻“传播”的问题,也就是我们常说的防腐蚀保护。侧腐蚀的尺寸直接相关的图案的准确度和蚀刻线的极限尺寸。一般情况下,用一个侧向蚀刻的抗腐蚀层宽度A被称为横向的蚀刻量。侧蚀刻量A的蚀刻深度H之比为侧蚀刻率F:F = A / H,其中:A是侧蚀刻量(mm),H是蚀刻深度(mm); F是侧蚀刻速度或腐蚀因子,它是用来表示蚀刻量和在不同条件下在上侧的蚀刻深度之间的关系。
材料:对于不锈钢小孔溶液中,蚀刻工艺目前仅对于一些金属材料。如果它不能通过蚀刻工艺可以解决,激光切割可以在此时被考虑。然而,材料和激光切割过程的现象很容易改变,也就是,将残余物是不容易清洁的或一些燃烧和发黑在清洁过程中会发生。不是一个完美的0.1毫米孔的解决方案。如果要求不是很高的话,你可以试试。

数控雕刻;由雕刻部接收到的模具的粗加工后,它被放置在机器上用于目视检查和后处理。由于在大小和模具的工具线困难的差,生产时间是不同的。一般模具模型是1-4小时,尤其是它需要超过8小时和24小时以上,以完成数控加工。完成后,班长检查,确定有被发送到QC之前没有问题。
(2)铝青铜和其铝是主要的合金元素。它是所谓的铝青铜的铜基合金。铝青铜具有较高的机械性能比黄铜和锡青铜。铝青铜的实际应用具有5'O75Δnd12和铝的含量?铝青铜之间的铝含量?作为最好的可塑性,很适合冷加工。当铝含量低于7 2 O 8是较大和下低?强度增加,但塑性急剧下降,因此它被铸造或热加工后大多使用。铝青铜,海水,海碳酸,和最有机酸具有比黄铜和锡青铜更高的耐磨性和耐腐蚀性。铝青铜可以制造高强度耐磨零件,如齿轮,轴衬,蜗轮,并使用高耐腐蚀性的弹性部件。
首先,6克上述混合酸溶液用水稀释以使250克。使用用25毫克每LG硝酸作为参考溶液中,约300万的吸光度的制备的硝酸钾水溶液进行测定。如何使用测量设备?滴定仪[ECOSAVER-100](由Mitsubishi Chemical Corporation制造)。使用水作为对照溶液。校准线从参考溶液和吸光度,并计算硝酸的混合酸溶液中的浓度之间的关系来制备。
提高整个板表面的蚀刻处理速度的均匀性:在板和衬底表面的上部和下部蚀刻均匀性通过在基板的表面上的流量的均匀性来确定。在蚀刻工艺期间,上板和下板的蚀刻速度通常是不一致的。一般情况下,下板面的蚀刻速度比所述上板面的高。由于在上板的表面上的溶液的累积,所述蚀刻反应的进行减弱。上部和下部板的不均匀的蚀刻可以通过调节上和下喷嘴的喷射压力来解决。与蚀刻印刷电路板的一个常见问题是,它是难以蚀刻的所有的板表面在同一时间。在电路板的边缘被蚀刻比基板的中心更快。