欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


三水腐刻加工_腐刻
金属蚀刻在技术上面还是比较好的,而且现在金属蚀刻做工还有在质量上面提高的也是比较好的,现在金属蚀刻行业扩展的也是比较好的,在数量上面增加的也是比较多的,刚开始的技术工业生产应用是在印刷丝路版,因丝路板的丝线细而密,机械加工很难完成。不同的金...

比较几种形式化学蚀刻的应用; (1)静态蚀刻的蚀刻它板或部分,并且浸在蚀刻溶液,蚀刻到某一深度,用水洗涤,然后取出,然后进行到下一处理。这种方法只适用于原型或实验室使用的小批量。 (2)动态蚀刻A.气泡型(也称为吹型),即,当在容器中的蚀刻溶液进行蚀刻,空气搅拌和鼓泡(供应)。 B.飞溅的方法,所述对象的表面上的喷涂液体的方法由飞溅容器蚀刻。喷涂在表面上具有一定压力的蚀刻液的C.方法。这种方法是相对常见的,并且蚀刻速度和质量是理想的。
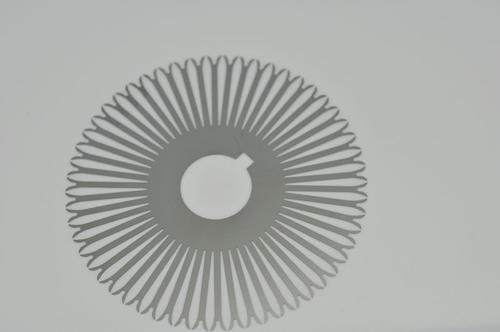
当蚀刻过程解决了如何使小孔在不锈钢的问题,必要的链接需要由材料的厚度的限制。一般来说,在不锈钢打开小孔时,所使用的材料必须根据孔的大小决定。如果厚度大于0.1mm,最小孔必须是一个小孔,0.2毫米孔。材料:对于不锈钢小孔溶液中,蚀刻工艺目前仅对于一些金属材料。如果它不能通过蚀刻工艺可以解决,激光切割可以在此时被考虑。然而,材料和激光切割过程的现象很容易改变,也就是,将残余物是不容易清洁的或一些燃烧和发黑在清洁过程中会发生。不为0.1毫米孔的完美解决方案。如果要求不是很高的话,你可以试试。

自2013年起,IG已与苹果公司合作生产约800,000相机VCM弹片和9350万个的苹果标志。其中,苹果6和苹果7目,相机VCM弹片占3.5十亿美元,苹果标志的占45万随着品牌,你在担心什么?拨打我们的热线合作方式:13332600295,我们将为您提供一流的产品蚀刻工艺!
下切严重影响印刷生产线和严重不良侵蚀的精度将使它不可能使细线。如果咬边和装饰减少,蚀刻因子增加。高蚀刻因数表示保持细线,从而关闭蚀刻线到其原始大小的能力。是否电镀抗蚀剂是锡 - 铅合金,锡,锡 - 镍合金或镍,过多毛刺可引起金属丝的短路。因为突出边缘是容易出现故障,一个桥接导体两点之间形成。提高板之间的蚀刻处理速度的均匀性:蚀刻在连续板可导致更均匀的蚀刻处理以更均匀的速率来蚀刻所述衬底。为了满足这一要求,就必须确保腐蚀始终处于最佳的腐蚀过程。这需要蚀刻溶液的选择,这是很容易再生和补偿,并且蚀刻速度是很容易控制。选择自动地控制工艺和设备,其提供恒定的操作条件和各种溶液参数。
5.在焊接修复过程中,受热量影响的面积比较大,由于工件的可能原因(下垂,变形,咬边等)。特别是当它是很难把握的边缘,通常有焊接或堆焊了一个星期。
尹志尧一直在硅谷在美国多年,并已获得了超过60专利。他是在美国这样一个中国人。他早就想用的东西,他已经学会了推动中国科技的发展。虽然路回中国并没有那么顺利,最终,尹志尧带领30个多名精英回到中国发展5纳米刻蚀机的技术。
现在,中国微电子自主研发的5纳米等离子刻蚀机也已经批准台积电并投入生产线使用。虽然没有中国的半导体设备公司已经成功地在世界上进入前十名,事实上,在许多半导体设备领域,中国半导体企业都取得了新的技术突破,特别是在芯片刻蚀机领域。实现了世界领先的技术。
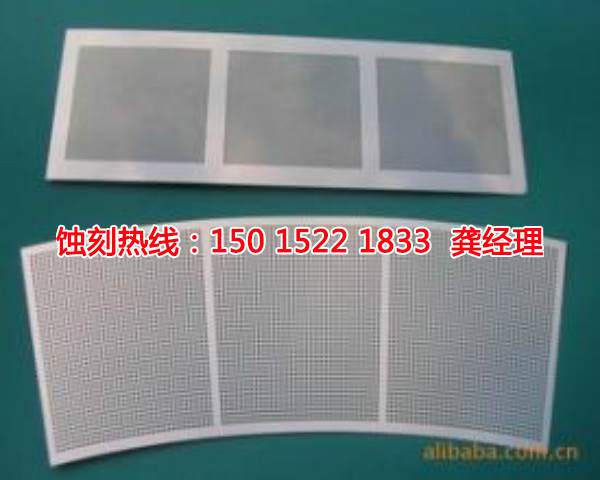
我们秉着“信誉、品质保障,顾客至上”的宗旨,不断努力于高新技术新工艺的改良。我们能够蚀刻各种金属如不锈钢、铜、铝、镍、铁、锌等,并根据不同硬度的材质来调整工艺,进行精密蚀刻加工。
首先,热超过1克在沸水浴中30分钟以上和干混酸溶液,然后洗涤和中和滴定残余物,计算的磷酸的浓度和在1mol / L的氢氧化钠水溶液的200毫升是磷酸浓度59.9? ?正确。磷酸当量是(59.9(重量?/ 100)/0.04900=12_224(毫克当量)。在这里,0.04900对应于1摩尔/ L的磷酸1毫升,CV值(氢氧化钠在该变型的量( G))时间)系数)为0.08·R
表调:对工件表面使用钛盐或其它物质进行活化,是该工序之目的,主要作用是增加磷化膜晶体的成核点,提高结晶致密度,减少晶粒尺寸和重量,改善磷化膜的结构。表调工艺的良好,是形成优良磷化膜的重要保证。表调可采用喷淋或浸渍的方式实施。如果采用喷淋,保持表调处理液的浓度十分重要,喷淋时建议采用低压宽口喷嘴,可进行平稳的喷淋而均匀地覆盖工件的内外表面,避免强力的冲击而使表调剂在产生预期作用前被冲走。为使喷淋难以到达的部位能够进行有效的表面调整,我们目前推荐采用浸渍处理的方式。
当然,我们不能过于自大,野心勃勃,破坏我们自己的声誉。我们的发展是真实的。我们的许多技术一直位居世界上最好的,甚至第一。这是一个不争的事实,打破了国外垄断和封锁。