欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


在印刷电路工业中,它的变化范围很宽泛,从1:1到1:5。显然,小的侧蚀度或低的蚀刻因子是最令人满意的。 蚀刻设备的结构及不同成分的蚀刻液都会对蚀刻因子或侧蚀度产生影响,或者用乐观的话来说,可以对其进行控制。

如果您想了解更多关于关于不锈钢蚀刻行业的最新信息,请登录我们的官方网站http://www.shikeyg.com/,我们将为您带来更多的实用知识。除了化学除油油的皂化和乳化,火花油也具有电化学效应。下电解条件,电极的极化降低了油和溶液之间的界面张力,提高钢板的表面上的溶液的润湿性,以及油膜和金属之间的粘附力,并且油容易去皮和分散。乳化和删除解决方案。当油通过电释放时,大量的气体被沉积在表面上而不管该钢板是否被用作阳极或阴极。当钢板是阴极(阴极脱脂),发生在表面上的还原反应,以及氢沉淀;当钢板是阳极(阳极脱脂),氧化反应和氧的沉淀发生在表面上。在电解过程中,氧或氢从钢板与溶液作为溶液的乳化剂之间的界面释放。因为小气泡容易吸附油膜的表面上,气泡增加和生长。这些气泡撕油膜成小油滴,并放置在液体的表面上,同时搅拌该溶液,以加速油膜钢板的去除速率。电释放油用于苛刻的工件,和电动释放油的成本相对较高。
深圳市易格五金制品有限公司是附着在先进的管理机制,完善的质量控制体系,快捷的服务体系,服务于广大客户。欢迎来电垂询!
总体来说,PVC板密度高、耐磨、抗酸性能强、而且在做成蚀刻设备的时候,焊接工艺好的话会非常的牢固,通过泵引起的机身震动声音小,对机身也没有影响!这都取决于该材料的高密度和重量。

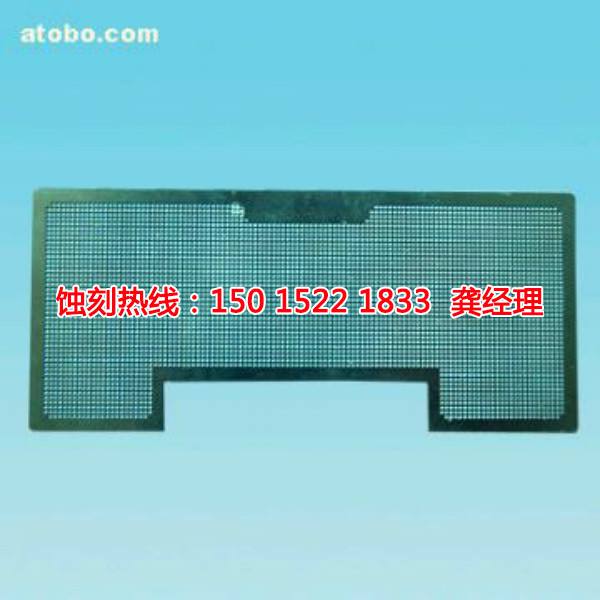
材料厚度:材料厚度确定必须使用的工艺。该蚀刻工艺可以解决制作小孔直径0.08毫米,0.1mm时,0.15毫米的问题,和0.2至0.3mm问题。的主要应用是:蚀刻过程。此过程可以有效地匹配用于解决在不锈钢小孔问题的材料的厚度。特别是对于一些小的孔,这是密集的,并且需要高耐受性,也有独特的治疗方法。是否已处理的不锈钢孔有洞,它们的直径和孔的均匀性都非常好。当这样的密集或稀疏针孔产品需要大量生产中,蚀刻工艺也能积极响应。
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。
这一过程涉及物理学和光学的组合效果。蚀刻机实际进行小型化和芯片的微型雕刻。每一行和深孔的精度需要非常精细,精度要求非常严格。
蚀刻网的特性就是灵活度高,样品方便,不用很大的费用你就可以得到样品,没有高昂的模具费用,正式应为这个样子的优势,咱们的蚀刻网用途可是多种多样。咱们蚀刻网的材质一般全部为不锈钢SUS材质,可是拿去做食品配件也是没有问题的,和厨房里的不锈钢一样...
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。(1)平面刨刀:用于粗、精刨平面。(2)偏刀:用
(2)cu+含量对蚀刻速度的影响:随着蚀刻过程的进行,溶液中Cu+浓度会逐渐增大。少量的Cu+就能明显减慢蚀刻速度。如在每升120g cu2+蚀刻液中有4gcu+就会显著降低蚀刻速度。所以在蚀刻过程中要保持cu+的含量在一个较低的浓度范围内。并要尽呵能快地使cu。氧化成cu“,也正凶为这样,才使得酸性cucl:的蚀刻液的普遍使用受到一定跟制。