欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


福州腐蚀加工_铝网蚀刻
刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
它是实际的模具和中空模具之间的模具中。由于在热弯曲过程中的热滞后,产品是一种灵活的头部;与固体相比,模具和它的制造相对简单,并且热弯曲操作要求低。
1)高耐温性:不锈钢过滤器的特性也可承受约480的高温℃。 2)简单清洗:单层过滤器材料具有简单的清洁特性,并特别适合于反洗。 3)耐腐蚀性:不锈钢材料本身具有超高耐腐蚀性和耐磨损性。 4)高强度:高品质的材料具有高的耐压性,并能承受更大的工作强度。 5)易于处理:高品质的材料可以很容易地切割,弯曲,拉伸,焊接,并通过不相关的处理程序通过。 6)过滤效果是非常稳定的:当高品质的原料在制造过程中被选择时,它们不能被使用期间变形。
一般蚀刻后配合冲压。也就是说,蚀刻可以依照冲压的模具设计成相应的模具冲压定位点。比如,成形,折弯的定位孔,可以在蚀刻时一并加工完成。还有一些连续模冲压的问题,也可以让蚀刻产品做好相应的定位。这样就很好的解决了蚀刻后配合冲压的问题。两种工艺相得益彰!互补互助,在市场上得到了广泛的应用。
蚀刻精度通常是直接关系到该材料的厚度,并且通常是成比例的。例如,当厚度为0.1mm的材料的蚀刻精确度为+/-0.01毫米,厚度为0.5mm的材料的蚀刻精度为+/- 0.05毫米,和所使用的材料的蚀刻精度为1 / -0.1毫米。不锈钢蚀刻加工特性:1.低开模成本,蚀刻加工可以根据设计者的要求可以任意改变,并且成本低。 2.金属可实现,从而提高了公司的标志和品牌转型,实现半切割。 3.非常高的精度,精度最高可达到+/-0.01毫米,以满足不同产品的装配要求。 4.具有复杂形状的产品,也可以在不增加成本的蚀刻。 5.在没有毛刺和压力点,产品将不会发生变形,材料性质不会改变,并且该产品的功能不会受到影响。 6.厚和薄的材料可以以相同的方式,以满足不同的组装的部件的要求进行处理。 7.几乎所有的金属被蚀刻,并且有各种图案的设计没有限制。 8.各种金属部件的制造可以没有机械处理来完成。
深圳市易格五金制品有限公司产品广泛应用于电子,计算机,光学,五金,家电,机械,通讯,汽车,医疗,石化等行业。目前,我们主要产生以下不锈钢精密零件:SMT印刷钢板,涂布的电子元器件,LED支架,IC引线框架,IC封装夹具,FPC加固板,不锈钢板编码,手机按键,过滤,蒸发盖,金属铭牌FPC加强板,等等。除了不锈钢,铜,镍,钼和其它金属也可以被蚀刻。由该公司所使用的不锈钢材料是从日本进口,和规格有SUS(304,301,430)。库存材料的厚度是:0.03至2.0mm。最小的公差可以为0.005毫米,0.03毫米的宽度,和0.03毫米的最小开口的最小线。该产品的表面可以用锌,镍,铬,锡,铜,金等可根据客户要求进行电镀。
非切割法(使用镜面工具)具有滚动的以下优点:1.增加表面粗糙度,其可基本达到Ra≤0.08um。校正之后2.圆度,椭圆可以是≤0.01mm。 3.提高表面硬度,消除应力和变形,增加硬度HV≥40°4,30?五个处理以增加残余应力层的疲劳强度。提高协调的质量,减少磨损,延长零部件的使用寿命,并减少零件加工的成本。蚀刻通常被称为蚀刻,也被称为光化学蚀刻。它是指制版和显影后露出的保护膜的??除去区域的蚀刻。当蚀刻,它被暴露于化学溶液溶解并腐蚀,形成凸起或中空模塑的效果。影响。蚀刻是使用该原理定制金属加工的过程。
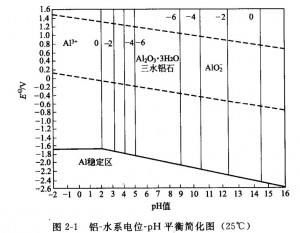
在电极和电解液的作用下,表层的铝离子会被分解到电解液中和颜料离子混合后,再将电极反转,使铝离子和颜料离子再重新附着到铝件的表面上,这样就能镀上颜色均匀、附着力强的氧化物薄膜。
与此同时,我们还与大家一起分享这些基本蚀刻原则,使设计工程师能够设计时,结合这些基本原则,并有效地设计的产品能够被蚀刻:蚀刻工艺不能处理所有的图纸。也有一定的局限性。几个基本原则应注意设计图形时:1.蚀刻开口= 1.5×材料厚度,例如,尺寸:厚度为0.15mm。孔直径= 0.15x1.5 = 0.22? 0.28毫米。如果您需要最小的孔,就可以打开喇叭孔,还看图纸的结构。 2.孔(也称为线宽度)和材料厚度之间的间隔为1:1。假设材料的厚度为0.15mm,其余的线宽度为约0.15毫米,当然,它也取决于产品的整体结构。因此,在设计产品时,设计工程师可以遵循的基本原则,但特殊情况进行了讨论。
4.如果模具组是不适合的,该系统将搜索在小冲压模具库大方形或圆形模头,并且使用符合冲压更大的要求的直管芯大于或等于1.5倍的边长。
的不锈钢蚀刻精度的概念是很一般的,因为所使用的蚀刻材料有:不锈钢,铜,铜合金,钼板,铝板等。蚀刻精度将取决于所使用的材料而变化。
主板、 电源板、 高压板、电机齿轮组 、打印头、打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、