欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


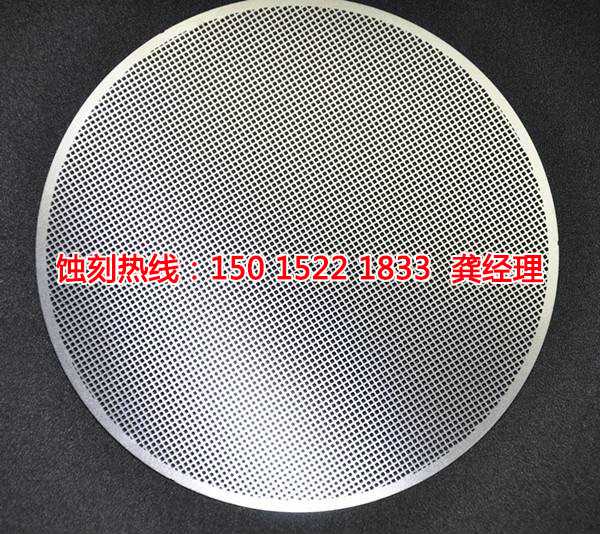
引入功能,处理和蚀刻精密零件的特性。加工产品名称:真空吸尘器。材料的具体产品:SUS304H 301H不锈钢。约0.05mm与1.0mm:材料(公制)的厚度。本产品的主要目的:各种类型的真空吸尘器的过滤器。
以上4点是关于冲压模具的选择原则,所以我将简要介绍到这里你。我希望这将有助于你以后选择的冲压模具,你可以选择自己合适的模具。

刨刀一般安装在刀夹内。安装时应注意以下事项: (1)刨平面时,刀架和刀座都应处在中间垂直位置。 (2)刨刀在刀架上不能伸出太长,以免它在加工中发生振动和折断。直头刨刀的伸出长度一般不宜超过刀杆厚度的1.5~2倍;弯头刨刀可以伸出稍大一些,一般稍大于弯曲部分的长度。 (3)在装刀或卸刀时,一只手扶住刨刀,另外一只手由上而下或倾斜向下地用力扳转螺钉,将刀具压紧或松开。用力方向不得由下而上,以免抬刀板撬起而碰伤或夹伤手指。 [2] 1.平面刨刀的装夹 刨削平面时一般选择平面刨刀,装夹平面刨刀时应注意以下几点: (1)刨刀不能伸出过长,以免在加工中发生振动或折断。一般来讲,刨刀的伸出长度是刀体厚度的1.5~2.0倍,弯曲刨刀以弯曲部分不碰抬刀板为宜。 (2)装卸刨刀时,左手握住刨刀,右手使用扳手,扳手的放置位置要适当,用力的方向必须由上而下或倾斜而下地扳转夹刀螺钉,将刨刀压紧或放松。用力的方向不能由下而上,以免抬刀板翻起和扳手滑落,碰伤或压伤手指。 (3)刀架和刀座都应在垂直位置,调整转盘对准零线,以便准确地控制背吃刀量。 (4)安装平头刨刀时,要用透光法找正切削刃的位置,然后夹紧刨刀。夹紧后,还要用透光法检查切削刃的位置准确与否。 (5)安装带有修光刃的刨刀时,应将刨刀装正,否则将影响刨削质量。 2.偏刀的装夹 刨削垂直面时一般选择偏刀。装夹偏刀时,首先将刀架对准零线。并将刀座转一定角度,使刀座上端向离开工件加工表面的方向偏转10°~15°。这样做的目的是使刨刀在回程抬刀时偏离工件的加工表面,以减少刀具的磨损,保证加工表面不受损伤。如果垂直加工面的高度在10 mm以下时,刀座可不必扳转。
下的光的动作,发生了光化学反应上在屏幕薄膜上的粘合膜,使得光被部分交联成不溶性粘合剂膜,但在未曝光光部分地被水溶解,从而显示屏幕空间,所以涂层的图案,其中覆盖有粘合剂薄膜布线屏幕被蚀刻和黑白正太阳图案相匹配。

冷热交换机:彩色电泳对槽液温度控制要求较高,其槽液温度波动不宜太大,本设备选用进口名牌变频压缩机及电控单元控制、制冷制热分阀控制、共管循环,可一机多槽配置。
东莞市溢格五金有限公司是一家专业从事五金蚀精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有电镀、抛光、冲压等工艺车间。我们可以承接大小批量、多样化订单,并满足各类客户的需求。
(1)蚀刻液中cl-浓度对蚀刻速度的影响:在酸性CuCl2蚀刻液中,cu2和cu+都是以络离子状态存在于蚀刻液中。铜由于具有不完伞的d-轨道电子壳,所以它足一个很好的络合物形成体。一般情况下,可形成四个配位键。当蚀刻液中含有大量的cl-时,cu2+是以四氯络铜([CuCl4]2)的形式存在.cu2足以三氯络铜([cucl3]2)的形式存牲。凶此蚀刻液的配制和再生都需要大量的cl参与反麻。同时cl浓度对蚀刻速度同样有直接关系,c1浓度高有利于各种铜络离子的形成,加速了蚀刻过程。
不锈钢过滤器的使用环境:不锈钢过滤器可以根据环境被蚀刻或冲压,焊接成片,管,并安装在机器过滤油,水,食品,饮料,化学液体,化学物质等1)用于筛选和过滤酸和碱的条件。
(3)研磨处理。该部分将暴露于化学蚀刻溶液中以获得该部分的特定形状或尺寸,并实现三维和装饰不锈钢材料研磨过程。使用丝网印刷,文本,图案和设计可以化学研磨到不锈钢表面的一定深度,然后填充有某些不同的颜色,如奖章,标牌和铭牌。存在不同形式的蚀刻工艺的:有与蚀刻的图案的表面上没有缓解,并且还存在半腐蚀,这是蚀刻材料的深度的一半。一般来说,徽章和标志需要中空铜版画在这个过程中!通过直接图案蚀刻。这通常需要大量的腐蚀机来达到这种效果。注重材料的工艺规范参与刻蚀。正常金属蚀刻必须以油曝光覆盖。多少材料可以被蚀刻取决于你的曝光设备和油盖设备。首先考虑这种情况!当然,也有手动燃料喷射和自然接触,这仅可用于原油产品。换句话说,如果工艺要求都非常好,不能用这个方法!
在所述第1分析方法的一个优选实施方案中,乙酸的浓度通过减去硝酸和通过减去预先测得的总酸浓度而获得。通过上述方法获得的磷酸浓度的值被计算。用于测量总酸浓度的方法没有特别限制,和中和蚀刻溶液通常不滴定至干燥。此外,乙酸的浓度可通过在不存在表面活性剂(总有机碳)转换所述TOC测量来确定。