欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


铜川腐蚀加工_精密蚀刻
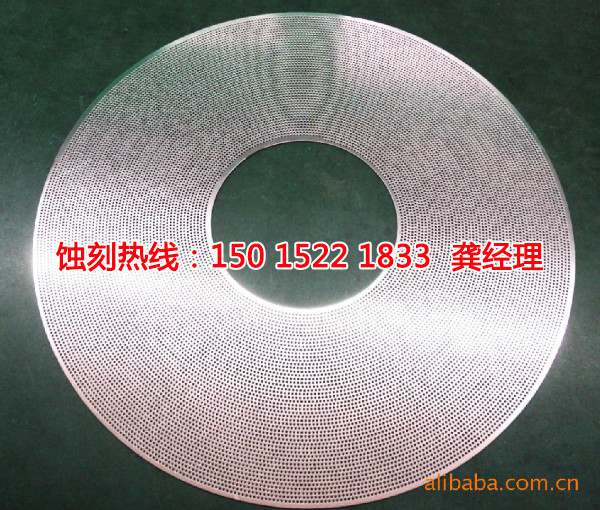
当蚀刻过程解决了如何使小孔在不锈钢的问题,必要的链接需要由材料的厚度的限制。一般来说,在不锈钢打开小孔时,所使用的材料必须根据孔的大小决定。如果厚度大于0.1mm,最小孔必须是一个小孔,0.2毫米孔。材料:对于不锈钢小孔溶液中,蚀刻工艺目前仅对于一些金属材料。如果它不能通过蚀刻工艺可以解决,激光切割可以在此时被考虑。然而,材料和激光切割过程的现象很容易改变,也就是,将残余物是不容易清洁的或一些燃烧和发黑在清洁过程中会发生。不为0.1毫米孔的完美解决方案。如果要求不是很高的话,你可以试试。
如何提升金属腐蚀加工运营品质赢取客户的认同和尊敬,如何更加好的抓住机会迎头赶上,将损失降到可承受范围,直接检验我们的金属腐蚀加工服务能力和水平,为切实重视服务再提升,我们给出以下建议:倡导各位提升金属腐蚀加工服务品质,服务不是空喊口号。一是...

必须注意的另一个问题是,化学蚀刻不使用窄且深的沟槽和X的增加,因为气泡的化学蚀刻反应会生成在下部边缘的腐蚀保护层,而这些气泡从蚀刻层阻挡金属表面。独立代理人的角色。其结果是,非常不规则腐蚀形成并极其形成不均匀的边缘。这是深加工的一个很麻烦的过程。尽管一些良好的耐腐蚀材料是软的,气泡很容易被排出。处理到一定深度,机械搅拌,即使这方法是不足之后,以防止腐蚀气泡在层的边缘被完全放电。这种治疗的最有效的方法是使用一个耗时的手动方法来平滑在枇杷边缘的抗腐蚀层。另一个可能的原因是腐蚀性流体的表面张力的效果。这一条件还导致缩小或小半径面,其中腐蚀失败。对于深沟槽加工,宽度应不小于4mm。槽或圆孔具有小的深度,宽度或半径不小于5倍的深度。

消费者在做出选择的时候应该优先考虑大型的铝单板厂家,因为小型的厂家虽然也能够提供服务,但是鉴于规模的大小,小型铝单板厂家的项目经验
数控雕刻;由雕刻部接收到所述粗加工后,它被放置在机器上用于目视检查和后处理。由于在模具的尺寸和工具行困难差,生产时间是不同的。一般模具模型是1-4小时,尤其是它需要多于8小时和24小时以完成数控加工。建成后,监控和检查以确认不存在被发送到QC之前没有问题。根据客户的不同烫印材料,它可分为两种治疗方法。该材料不包含不干胶通常可以热处理。除了热处理以增加硬度,该材料还需要与特氟隆被电镀。 Longneng防止冲压制品从粘附于模具,但由于特殊处理,特氟隆电镀不会影响模具的清晰度。主管的印章的检验报告后,模具可以包装和运输。
任何产品本身的质量要求,确定产品的资格。是否符合一定的要求或没有,这些都是精致的,这就是为什么它是要严格控制其质量要求
镀铬是泛指电镀铬,镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬是比较好的一种增加表面硬度的方法,但它也是有优缺点的,那么精密蚀刻工艺后镀铬又有哪些优缺点呢? 蚀...
②烫金后因压力作用而凹陷,再加上胶水不易渗透电化铝表层,易造成烫金处OPP与纸张分离而影响产品质量。正确的工艺是应先覆膜再烫金,选择与OPP相匹配的电化铝。