欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


龙岩腐蚀加工_镍蚀刻
304不锈钢蚀刻加工材料H-TA是指蚀刻的不锈钢的平坦度的要求。 H表示硬度,和TA的最小值从日本进口高于370是表面处理,即,在生产过程中的额外的退火处理。 TA =应变释放退火FINISH是由日本所需要的线性材料。例如:SUS304CSP-H还没有任何平整度要求,并SUS304CSP-H-TA有平整度要求。镜:金银硬币的表面,这被称为金,银硬币的反射镜表面的平坦性和平滑性。较薄的反射镜的表面上的金银币具有较高的平坦度和光滑度。在技??术治疗方面,生产模具和空白蛋糕的表面的平坦部必须严格抛光以产生高度精确的镜面效果。基本信息:反射镜金属切削和改善机械部件的使用寿命的最有效手段的最高状态。反射镜表面被机械切割,这可以清楚地反映了图像产品的金属表面的传统的同义词后它是非常粗糙的。没有金属加工方法是一个问题。总会有在薄凸缘的波峰和波谷是交错上表面的一部分的迹象。粗糙化的表面可以用肉眼可以看到,并且所述抛光的表面仍然可以用放大镜或显微镜观察。这是将被处理的部分,它曾经被称为表面粗糙度。由国家指定的表面粗糙度参数是参数,则间隔参数和整体参数的高度。

然而机蚀刻工艺很好的解决了冲压工艺解决不了的问题,如:模具可以随时的更换、设计,并且成本低。变更的随意性,可控性有了很大的增加。给设计人员提供了更广阔的空间。同时,也帮助冲压工艺解决了冲压卷进边的问题。但是,蚀刻工艺也不是万能的。往往需要与冲压结合才能更好的发挥他们的特性。
值得一提的是由汇景显示产生的50μm的超薄玻璃具有高的厚度均匀性,并且可以±8μm的范围内被控制;的柔韧性很好,并且TFT减薄输出比可以达到99.5?

他还表示,芯片制造的整个过程需要复杂的技术,和我的国家现在是最落后西方发达国家的过程。为什么这么说?
4.保持母液,足以取代药物。母液萃取也是非常重要的。当药物含量处于最佳状态,应该提取。一旦药不正常,所以很难调整待机母液将起到关键作用。从这个角度来看,它不应该频繁地蚀刻操作过程中更换。
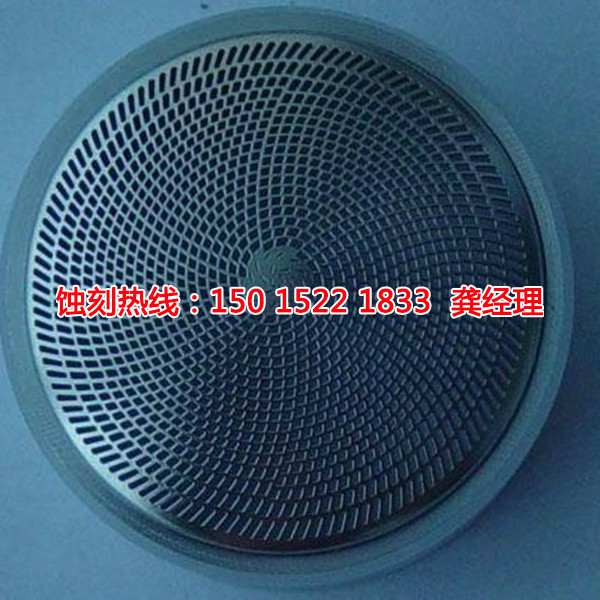
对于热粘接的功能,处理和产品特性。正被处理的产品的名称:热扩散焊接。材料的具体产品:SUS304不锈钢。材料厚度(公制):厚度的任何组合可叠加。化学蚀刻工艺是基于不同的材料和不同的蚀刻工艺的要求。酸性或碱性蚀刻溶液都可以使用。在蚀刻工艺期间,无论是深或浅的蚀刻,蚀刻切口基本相同,并且该层下的横向蚀刻和圆形的横截面形状可被测量。只有当蚀刻过程继续到从进入点移开时,形成为矩形的横截面,其成为产业的“直线边缘”。为了实现这一步,该材料需要具有用于使前侧突起是完全切断之后蚀刻的一段时间。它也可以从以下事实:用于精确切割的化学方法只能适用于薄金属材料看出。
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。
主板、 电源板、 高压板、电机齿轮组 、打印头、打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、
“工欲善其事,必先利其器”。烫金设备的选型是决定烫金质量的关键因素。单张纸烫金机有平压平、圆压平、圆压圆三种机型,目前应用量最大的是平压平机型。圆压圆、圆压平、平压平三种压印方式烫金机各有其优缺点:圆压圆、圆压平烫印实施是线压力,总压力小,以相对较小的压力轻松完成大面积实地烫金,运动平稳,而且圆压圆型生产效率较高,特别适合大批量活件烫金,但由于铜版圆弧面加工难度较大,制作成本较高,加热滚筒也比平面加热困难。平压平操作灵活方便,比较适合短版产品。国产烫金设备与进口烫金设备相比在性能价格上有明显的优势,国产机价格只相当于国外同类产品价格的l/5~1/4,但进口机的套印精度、稳定性、功能上都明显优于国产机,也较国产机耐用,较适合固定批量高档包装产品加工。因此,产品类型和批量是决定烫金设备选型的关键。是否拥有BOBST等高档烫金模切设备在行业中已成为客户首选条件。
(2)删除多余的大小。如不锈钢弹簧线,导线必须是φ0.80.84,实际线径为0.9。如何统一成品φ0.80.84,以及如何有效地除去在热处理过程中产生的毛刺和氧化膜?如果机械抛光和夹紧方法用于去除毛刺,它们的直径和比例均匀地除去从0.06至0.1mm正比于线去除圆周。不仅是加工工艺差,效率低,加工质量也难以保证。化学抛光的特殊解决方案可以实现毛刺和规模在同一时间的目的,并均匀地去除多余的导线直径。另一个例子是,对于不锈钢一些件,尺寸较大,并且用于电化学抛光的特殊溶液也可以用于适当地减小厚度尺寸,以满足产品尺寸要求。
它通常被划分成两个独立的过程,并且需要根据产品的结构特征来开发特殊光切割设备。有必要开发新的装饰方法,如喷涂,曝光,显影,蚀刻纹理,3D绘图,3D过程,如粘结,并支持新设备的开发。