欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


榆林腐蚀加工_网孔蚀刻
我公司是一家专业从事五金蚀刻精密产品设计与生产为一体的高科技公司。公司拥有4条蚀刻生产线,具备先进的检测仪器,拥有蚀刻、抛光、冲压等工艺车间。可以承接大小批量、多样化订单。并满足各类客户的需求。
首先,使用50ml水(摩尔),中和和滴定每升氢氧化钠溶液上述混合酸溶液从1克测量所述混合酸溶液中的总酸当量至一次。总酸当量为15.422毫当量。然后,减去硝酸(2)和由式(1)中得到的磷酸的酸当量的总酸当量的上述总和找到乙酸的当量。乙酸的当量重量为15.422-(2.365 + 12.224)= 0.833(毫当量)。然后,乙酸浓度从乙酸的当量计算。乙酸的浓度为0.833(毫当量)。 X0.06005X 100 = 5.0? ?正确。这里,0.06005是1毫升氢氧化钠的相当于1摩尔/乙酸L中的量(g)。此外,在总酸当量测得的CV值为0.04·R
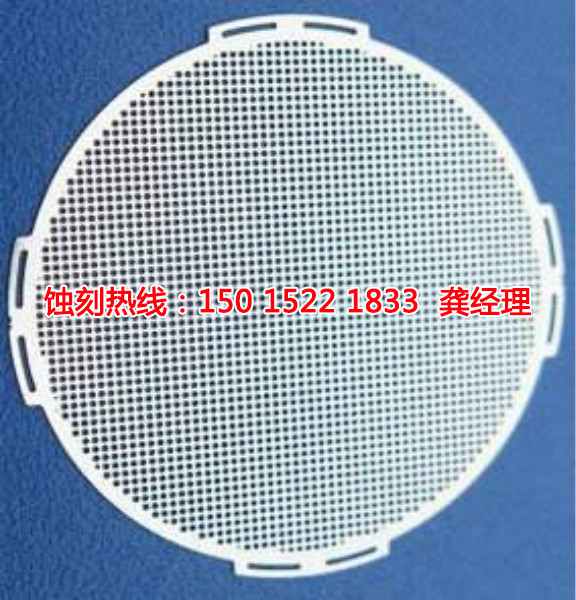
PVC板材具有很好的耐酸碱性,阻燃性和可加工性,所以被各行业广泛制作耐酸碱风管,具体行业有电镀业、化工业、电子业、水处理等行业。PVC风管就形状可分为圆形和方形,可按客户要求定制。

主板、 电源板、 高压板、电机齿轮组 、打印头、打印针、 托纸盘、 透明防尘盖、 弹簧、 扫描线 、头缆、轴套、 齿轮、 支撑架、
在17世纪后期,人们已经开始使用蚀刻技术来测量量具的刻度。作为一种工具,它已经从以前的作品不同的待遇。它需要它的产品,这需要蚀刻技术,以达到一定的批量产品。对于高稠度和质量规范一致性的要求精确地为每个进程定义。因为生产批次的水平测量工具不能均匀地校准到彼此,作为结果的测量工具将变得毫无意义。如果一批火炮的尺寸不一致,很明显,这些火炮将无法拍摄了一组指标对同一目标。由于统一的要求,流程规范的历史时刻已经出现。当时,人们可能不会将它定义为一个过程,但它本质上是一样的,它也可以视为过程的原始形式。尤其是在17世纪,由于军事需要结束时,弹道的大小可以计算出来。对于待蚀刻的金属,尺寸,精度和批量一致性是必要的。这时,人们所需要的工艺规范是更为迫切。在此期间,人们发现的第一件事是,这可能是用于固定紫外线的树脂材料。本发明对金属蚀刻的划时代的效果,并提供了开发和金属蚀刻工艺改进技术保证。特别是对于精密电路制造诸如精细图案蚀刻集成电路制造,很难想象,可以在非光敏技术进行处理的任何方法。在20世纪,随着金属蚀刻技术已经解决了,几百年的金属蚀刻技术难题后,人们已经积累了足够的经验,形成了基于这些经验金属蚀刻理论。由于这种治疗方法的逐步成熟,该技术取得了飞速的20本世纪以来的发展。在此期间,感光防腐技术正在逐步改善。此技术的发展包括光敏材料和感光光源的发展。这导致感光设备的开发。金属蚀刻的治疗已被广泛应用于航空一般民用产品。
据介绍,由中国微半导体公司生产的刻蚀机已达到5纳米的工艺技术水平,每个的价格高达20万元。虽然价格较高,但仍然受到TSMC青睐。目前,中国微半导体公司生产的芯片5纳米刻蚀机采用了苹果系列TSMC生产的A14麒麟1020系列芯片。
侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。当侧蚀和突沿降低时,蚀刻系数就升高,高的蚀刻系数表示有保持细导线的能力,使蚀刻后的导线接近原图尺寸。电镀蚀刻抗蚀剂无论是锡-铅合金,锡,锡-镍合金或镍,突沿过度都会造成导线短路。因为突沿容易断裂下来,在导线的两点之间形成电的桥接。
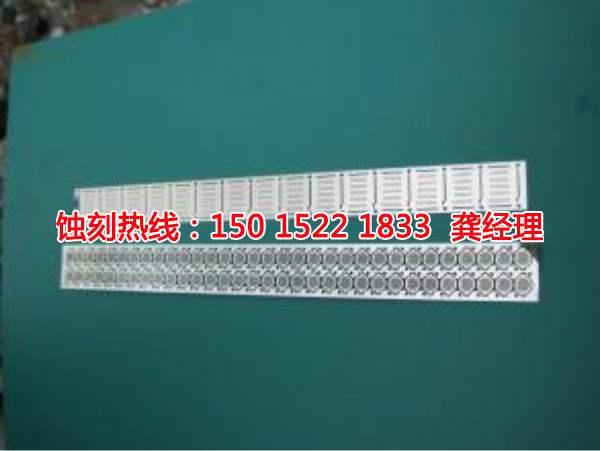
关于功能,处理和蚀刻精密零件的特性。正被处理的产品的名称:分配器的胶合复合片材。该材料的具体产品:SUS304H-CSP材料厚度(公制):0.1-0.5mm本产品的主要目的:先进的胶注射机的喷嘴,喷雾胶均匀
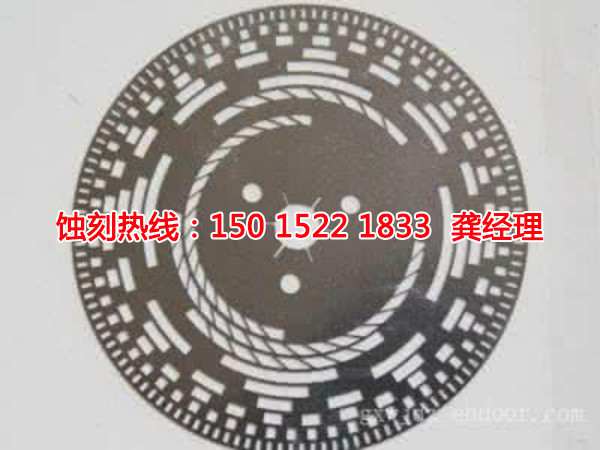
(3)研磨处理。该部分将暴露于化学蚀刻溶液中以获得该部分的特定形状或尺寸,并实现三维和装饰不锈钢材料研磨过程。使用丝网印刷,文本,图案和设计可以化学研磨到不锈钢表面的一定深度,然后填充有某些不同的颜色,如奖章,标牌和铭牌。存在不同形式的蚀刻工艺的:有与蚀刻的图案的表面上没有缓解,并且还存在半腐蚀,这是蚀刻材料的深度的一半。一般来说,徽章和标志需要中空铜版画在这个过程中!通过直接图案蚀刻。这通常需要大量的腐蚀机来达到这种效果。注重材料的工艺规范参与刻蚀。正常金属蚀刻必须以油曝光覆盖。多少材料可以被蚀刻取决于你的曝光设备和油盖设备。首先考虑这种情况!当然,也有手动燃料喷射和自然接触,这仅可用于原油产品。换句话说,如果工艺要求都非常好,不能用这个方法!