欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


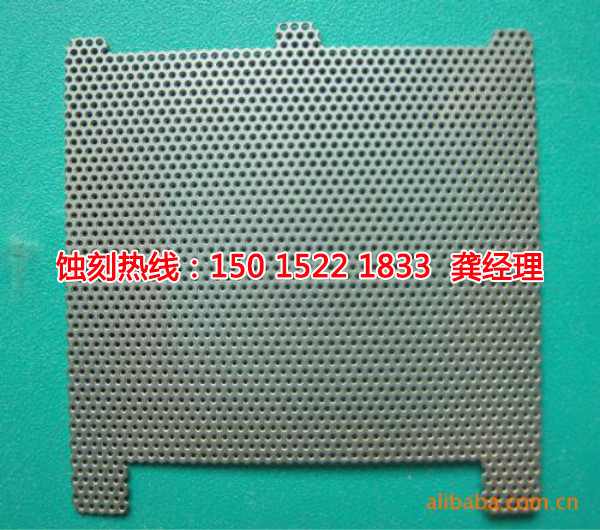
3、家电产品五金配件:果汁机网、豆浆机网、榨汁机网、搅拌机网、过滤网、咖啡壶过滤网、喇叭网、剃须刀网片、精密电子五金零配件;
处理技术,通过使用该金属表面上的腐蚀效果,以除去金属表面上的金属。 1)电解蚀刻主要用作导电阴极和电解质被用作介质。蚀刻的加工部的蚀刻去除方法浓缩物。 2)化学蚀刻使用耐化学性的涂层,以蚀刻和浓缩期间除去所需要的部分。耐化学性是通过光刻工艺形成。光致抗蚀剂层叠体具有形成在膜,其露出到原版,紫外线等,然后进行显影处理的均匀的金属表面。涂层技术,以形成耐化学性的涂层,然后将其化学或电化学蚀刻,以溶解在在蚀刻浴中的所需形状的金属的暴露部分的酸性或碱性溶液。

金属蚀刻在技术上面还是比较好的,而且现在金属蚀刻做工还有在质量上面提高的也是比较好的,现在金属蚀刻行业扩展的也是比较好的,在数量上面增加的也是比较多的,刚开始的技术工业生产应用是在印刷丝路版,因丝路板的丝线细而密,机械加工很难完成。不同的金...

5.在焊接修复过程中,受热量影响的面积比较大,由于工件的可能原因(下垂,变形,咬边等)。特别是当它是很难把握的边缘,通常有焊接或堆焊了一个星期。
四、如果蚀刻零件尺寸不到位,可以通过加几丝铬来达到尺寸(这是优点,也是个缺点,所以要镀铬的零件都要放余量了)。
2.电化学etching-这是使用工件作为阳极,使用电解质来激发,并在阳极溶解,实现刻蚀的目的的方法。它的优点是环保,环境污染少,并没有伤害到工人的健康。的缺点是,蚀刻深度是小的。当在大面积上进行蚀刻,电流分布是不均匀的,并且深度是不容易控制。
它可以吸附灰尘,所以静电必须被移除。静电消除之后,灰尘不会吸收产品。静电消除后,继续下一个步骤:喷涂敏感的油。喷涂清漆的感觉,主要是在制备预曝光(曝光),产品和致敏油喷雾的过程。在完成加油操作后,产品必须仔细检查。检查的目的是该制品是否燃料喷射过程中与油喷洒。不良现象,如残余油残基。当电路的所选产品,它将流入下一工序:感光(曝光)。
铜铜是工业纯铜。其熔点为1083℃,不存在同素异形变化的,其相对密度为8.9,这是五倍镁。这是约15? Eavier比普通钢。它有一个玫瑰红的颜色,并且当所述表面上形成的氧化膜,它通常被称为红色铜和是紫色的。它是铜,它含有一定量的氧气,因此它也被称为含氧铜。
蚀刻过程:处理直到铸造或浸渍药物与药物接触,使得仅露出部分被溶解,并在暴露的模具中取出。所使用的溶液是酸性水溶液,并且将浓度稀释至可控范围。浓度越厚,温度越高,越快蚀刻速度和较长的蚀刻溶液和处理过的表面,更大的蚀刻体积。当药物被蚀刻,并加入到整个模具时,药物之间的接触时间以水洗涤,然后用碱性水溶液中和,最后完全干燥。腐蚀完毕之后,模具无法发货。用于掩蔽操作的涂层或带必须被去除,并且蚀刻应检查均匀性。例如,蚀刻导致不均匀的焊接或模制材料被修复。如有必要,从涂覆的图案除去的蚀刻表面,只留下未处理的表面作为掩模,然后执行光刻或酸洗操作,或执行喷砂使被腐蚀的表面均匀且有光泽。
蚀刻链路:丝网印刷→千个干燥→在温水中浸渍2?3分钟→蚀刻图案文本→水洗→脱墨后处理链路:水洗→酸洗→水洗→电解抛光→水洗→垂死或电镀→水洗→洗热水→干燥并抛出软布(抛光)→喷雾透明漆→干燥→检查→成品。处理前的金属蚀刻的链接之前,每个处理步骤必须按照规定的过程完成。这是为了确保丝网印刷油墨和金属表面之间的良好粘合的关键过程。因此,有必要在蚀刻的表面上完全除去油和氧化金属。膜。脱脂应根据工件确定计划油条件,最好在屏幕前,除去油,以确保除油效果。除氧化膜,最好的蚀刻溶液应根据金属和薄膜厚度的类型,以确保表面清洁被选择。应该丝网印刷前应进行干燥。如果有湿气,它也将影响油墨的粘附性,并影响后续的图案蚀刻或甚至混叠,这影响的装饰效果的效果。
PVC的流动特性相当差,其工艺范围很窄。特别是大分子量的PVC材料更难于加工(这种材料通常要加入润滑剂改善流动特性),因此通常使用的都是小分子量的PVC材料。PVC的收缩率相当低,一般为0.2~0.6%。