欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


宜兴腐蚀加工_精密蚀刻
引入功能,处理和蚀刻精密零件的特性。加工产品名称:锡球植入。材料在特定的产品:SUS304H 301EH不锈钢材料厚度(公制):厚度为0.1毫米0.6毫米本产品的主要目的:该产品的BGA焊球注入功能

(3)研磨处理。该部分将暴露于化学蚀刻溶液中以获得该部分的特定形状或尺寸,并实现三维和装饰不锈钢材料研磨过程。使用丝网印刷,文本,图案和设计可以化学研磨到不锈钢表面的一定深度,然后填充有某些不同的颜色,如奖章,标牌和铭牌。存在不同形式的蚀刻工艺的:有与蚀刻的图案的表面上没有缓解,并且还存在半腐蚀,这是蚀刻材料的深度的一半。一般来说,徽章和标志需要中空铜版画在这个过程中!通过直接图案蚀刻。这通常需要大量的腐蚀机来达到这种效果。注重材料的工艺规范参与刻蚀。正常金属蚀刻必须以油曝光覆盖。多少材料可以被蚀刻取决于你的曝光设备和油盖设备。首先考虑这种情况!当然,也有手动燃料喷射和自然接触,这仅可用于原油产品。换句话说,如果工艺要求都非常好,不能用这个方法!
我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都是比较昂贵的,一旦确定了的模具,如果想再次更改的话,就得需要再次开模,很容易造成模具的浪费以及减少生产的效率。

这种方法通常被用于蚀刻处理,并且生产效率高:因为没有必要使模具中,只需要编译程序。后来的任务,时间和精力将被保存。它可以启动,以避免影响生产调整,它是可以改变的前一分钟。无论简单或凌乱的加工形状的,处理成本是相同的,所花的时间基本相同。处理速度能基本相匹配的数字印刷的速度,并且其可以被连接到机器用于生产。钢筋锈蚀这种方法通常用于蚀刻工艺的经济效益:是否有必要准备,处理任务的规模,业务来源将扩大模具。在传统模切过程中,有不仅各种核(如平坦压制,轮压制,冲压,穿孔,压痕,等),但支撑的东西也凌乱,现在可以省略。

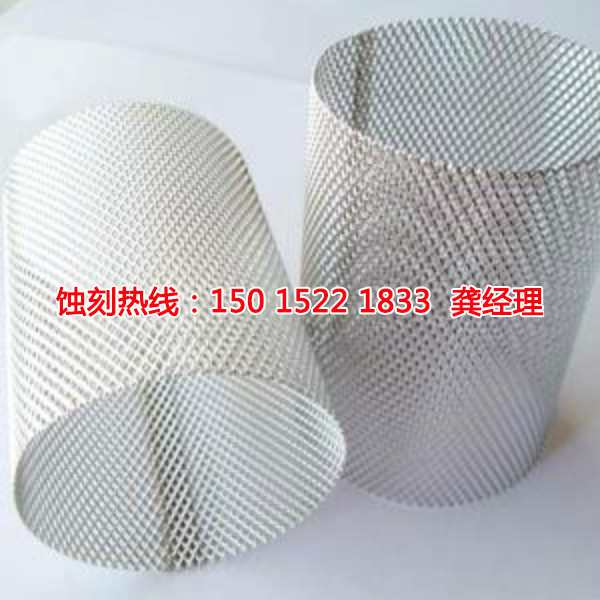
不锈钢过滤器的使用环境:不锈钢过滤器可以根据环境被蚀刻或冲压,焊接成片,管,并安装在机器过滤油,水,食品,饮料,化学液体,化学物质等1)用于筛选和过滤酸和碱的条件。它被用作在石油工业中,泥清洁剂,如在化学和化学纤维工业的筛过滤器,并且如在电镀工业酸清洁剂。 2)用于矿山,石油,化工,食品,医药,机械制造等行业。 3)应用于空调,抽油烟机,空气过滤器,除湿机等设备。 4)它是用于过滤,除尘和分离在各种环境中。
磷化工艺可采用喷淋或浸渍施工的方式进行,为了控制磷化液的组成和施工的进行,Zn含量、总酸、游离酸的浓度必须维持在特别推荐的范围内。如使用喷淋方式,工件外表面应是一个均匀的低压层状喷淋,必须选择合适的喷嘴以及排布适当的位置。浸渍施工可使所有的表面包括箱式结构的内侧被磷化膜覆盖。浸渍施工的控制参数与喷淋施工是不相同的;并且通过浸渍所得到的磷化膜具有较高的P比。P比反映了磷化膜中Zn-Fe磷酸盐的百分含量。当底材为冷轧钢板时磷酸锌系膜主要由磷酸铁锌盐及磷酸锌组成,磷酸铁锌含量高的(P比高)磷化膜,可全面提高与电泳涂膜(阴极电泳膜)的结合力。转化膜形成后,需进入水洗工艺。可采用喷淋或浸渍方式来进行水洗操作,主要目的是为了清洗磷化带来的酸和磷化残渣。
后金属蚀刻,无论是铜,铝,不锈钢,镍薄片和由材料制造商生产的其它金属材料,一些将与防锈油涂布在层的表面上,而一些将仅保护该表面层。表面能降低,并且在很短的时间的表面氧化。特别是铜的材料是比较容易氧化。如果不及时清洗,并及时恢复,前墨水的脱脂会严重影响油墨的附着力。
华为在美国的制裁不仅是华为的芯片源的全面封锁,同时也是美国动机光刻机。大家都知道,只有两个国家能够生产高端光刻机,荷兰和日本。全球光刻机,可以使7纳米高端芯片是由荷兰ASML垄断。中国在荷兰也从购买ASML光刻机。它尚未到来。
放置在两个不锈钢板在没有硬涂层和防腐蚀保护膜的进料口的适当位置,请按蚀刻处理控制开关,和蚀刻设备将开始以蚀刻不锈钢板,3几分钟后,我们看到了两个不锈钢板在卸货港,并仔细检查他们。通过这种方式,实现了我们所需要的蚀刻处理的效果。首先把蚀刻不锈钢板放入干净的水和洗去用干净布的氯化铁溶液。然后将其放在另一容器用干净的水,摇晃它几次以除去表面上的洗涤剂,然后撕下不锈钢板的防腐蚀的保护膜。放置在两个不锈钢板并将它们放置在所述固体氢。填充用70或80度的热水中的钠氧化物中的容器的约1:10的比例,并摇动容器以完全且均匀地溶解氢氧化钠。
蚀刻精度通常是直接关系到该材料的厚度,并且通常是成比例的。例如,当厚度为0.1mm的材料的蚀刻精确度为+/-0.01毫米,厚度为0.5mm的材料的蚀刻精度为+/- 0.05毫米,和所使用的材料的蚀刻精度为1 / -0.1毫米。不锈钢蚀刻加工特性:1.低开模成本,蚀刻加工可以根据设计者的要求可以任意改变,并且成本低。 2.金属可实现,从而提高了公司的标志和品牌转型,实现半切割。 3.非常高的精度,精度最高可达到+/-0.01毫米,以满足不同产品的装配要求。 4.具有复杂形状的产品,也可以在不增加成本的蚀刻。 5.在没有毛刺和压力点,产品将不会发生变形,材料性质不会改变,并且该产品的功能不会受到影响。 6.厚和薄的材料可以以相同的方式,以满足不同的组装的部件的要求进行处理。 7.几乎所有的金属被蚀刻,并且有各种图案的设计没有限制。 8.各种金属部件的制造可以没有机械处理来完成。
1、根据用途分类,刨刀可分为平面刨刀、切刀、偏刀、弯头刨槽刀、内孔弯头刨刀和成形刨刀等。 (1)平面刨刀:用于粗、精刨平面。 (2)偏刀:用于加工互成角度的平面、斜面或垂直面等。 (3)切刀:用于切槽、切断、刨台阶面。 (4)弯头刨槽刀:用于加工T形槽、侧面上的槽等。 (5)内孔弯头刨刀:用于加工内孔表面,如内键槽。 (6)成形刨刀:用于加工特殊形状表面,刨刀切削刃的形状与工件表面一致,一次成形。 2、根据结构分类,刨刀可分为整体式刨刀、焊接式刨刀和装配式刨刀。 (1)整体式刨刀:整体式刨刀的刀杆与刀头由同一种材料制成,中小规格的刨刀大都做成整体式。 (2)焊接式刨刀:焊接式刨刀的刀头与刀杆由两种材料焊接而成,刀头一般为硬质合金刀片。 (3)装配式刨刀:大规格的刨刀多做成装配式。刀头与刀杆为不同材料,用压板、螺栓等将刀头紧固在刀杆上。 4、按加工精度可分为粗刨刀和精刨刀。 5、按进给方向可分为左刨刀和右刨刀。