欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


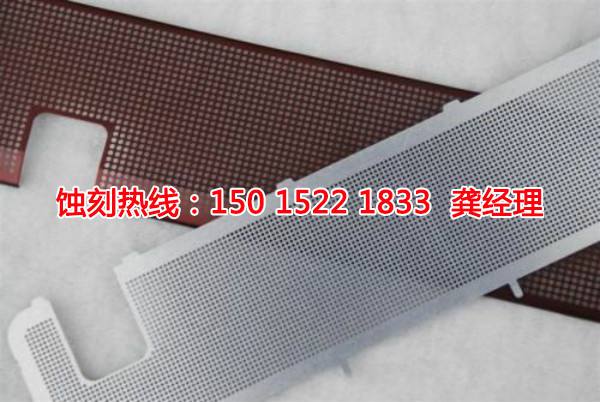
嵊州腐蚀加工_不锈钢板蚀刻
选择刨刀一般应按加T要求、工件材料和形状等来确定。例如要加工铸铁件时通常采用钨钴类硬质合金的弯头刨刀,粗刨平面时一般采用尖头刨刀。尖头刨刀的刀尖部分应先磨出r=1~3mm的圆弧,然后用油石研磨,这样可以延长刨刀的使用寿命。当加丁表面粗糙度小于3.2μm以下的平面时,粗刨后还有精刨,精刨时常采用圆头刨刀或宽头平刨刀。精刨时的进给量不能太大,一般为0.1~0.2mm。

滤波器特性:直接过滤,工艺简单,透气性好,均匀和稳定的精度,无泄漏,良好的再生性能,快速再生速度,安装方便,高效率和长使用寿命。通常情况下,过滤器覆盖,并通过激光器使用,但是这两种方法都有相同的缺点。冲孔和激光加工将有毛刺的大小不同。化学蚀刻是一个新兴的过程。该产品可通过变形和无毛刺蚀刻不能达到+/- 0.001取决于材料的厚度进行加工。金属蚀刻工艺盖以保护第一部分,其是丝网印刷或丝网印刷在基板上,然后化学或电化学方法用于蚀刻不必要的部分,最后保护膜被去除,以获得治疗产物。它是在印刷技术的应用中的关键步骤,例如初始生产迹象,电路板,金属工艺品,金属印刷,等等。由于导线电路板的导线是薄且致密的,机械加工难以完成。不同的金属材料具有不同的性质,不同的蚀刻图案精度和不同的蚀刻深度。在制备中使用的蚀刻方法,工艺和蚀刻溶液是非常不同的,和所使用的光致抗蚀剂材料也不同。

在实验室的情况下,对某些工件的蚀刻为了取得一些对比效果或为了取得一些实验数据,可能并不对工件进行除油处理而直接进行防蚀层制作。就目前而言,生产中所采用防蚀材料都不是水溶性的,调配都是采用有机溶剂,而有机溶剂对工件表面的皂化或非皂化油都有溶解作用,都会为防蚀层提供一个结合力。作为这方面的实验者也可能会把这种情况介绍出来,但其目的并不是要告诉读者“工件污染不严重就可以不除油而直接进行防蚀处理或其他加工过程”。所以,读者在查阅这些资料时,首先要做的是正确领会作者的真实意图,然后才是根据自己所在企业的实际情况去引用这些技术。
3.激光蚀刻方法的优点是,没有整齐蚀刻和直边,但成本非常高,这是化学蚀刻的两倍。当在印刷电路板上印刷工业焊膏,最广泛使用的不锈钢网是激光蚀刻。

清洗后,该材料也需要被干燥,并且最适合的材料被用于去除所述保护涂层,然后可以进行最后的步骤,以完成表面。
矩形,圆形,圆形,距离,腰,特殊形状:1)不锈钢过滤器根据所述不锈钢过滤器的形状分类。 2)根据该结构,不锈钢过滤器分为:单层网,多层复合滤网,和组合过滤器啮合。 3)不锈钢过滤器被分为两层:单层,双层,三层,四层,五层,多个层。 4)不锈钢过滤器的主要材质:不锈钢带。常见类型的蚀刻铝的有:1点蚀,也被称为点蚀,由金属制成的,其产生针状,坑状局部腐蚀图案,并且空隙。点蚀是阳极反应的唯一形式。
蚀刻精度通常是直接关系到该材料的厚度,并且通常是成比例的。例如,当厚度0.1毫米的材料的蚀刻精确度为+/-0.01毫米,材料的厚度0.5毫米的蚀刻精确度为+/-0.05毫米,和所使用的材料的蚀刻精度为1 / -0.1毫米。
蚀刻工艺是一种新型添加剂过程,这也被认为是冲压,线切割等工序的延伸。冲压是固定模式,线切割是具有可编程设计变更的模式,和蚀刻是可切换的设计,具有很强的可操作性和批量生产。
1 减少侧蚀和突沿,提高蚀刻系数侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使
蚀刻网加工是一种省时省钱的办法,所以一般的客户在做一些精细零件的时候常常会选择蚀刻加工,但是哪种蚀刻加工方式效率很高呢?今日我们就来所以下激光蚀刻加工蚀刻网的优势。1、灵活性:任何形状,不需制模具,只需编个程序,激光束就能按程序刻出要模切的...
在电沉积处理的前期,首先应清洗掉各种附着在被涂物表面的污物(油污、锈、氧化皮、焊渣、金属屑等),各种清洗系统至少都应包含:①预脱脂、②脱脂、③水洗三个步骤。
金属冲压工艺的特点:高模具成本,很长一段时间,精度低,成本低,并且大批量;金属蚀刻工艺的特征:低样品板成本,交货快,精度高,并且大量生产成本超过冲压高。