欢迎光临惠达杰利溢格五金有限公司官网,公司主营:蚀刻加工、腐蚀加工
电话:13332600295 | 网站地图


宜兴腐蚀加工_腐蚀加工
材料去除镜通常是Ra0.8-0.08um之间。当轧制(使用镜工具),该切割方法通常Ra0.4-0.05um之间是。有迹象表明,基本上限制镜面加工的方法,无需硬度材料。该材料具有(使用镜工具)无抖动要求。镜像是HRC 40°,和金刚石工具与HRC <70应该使用级硬度的切割方法。通过材料去除处理的镜工件的表面的硬度不会改变,并且耐磨损性将不会增加。

我们一般可以理解蚀刻工艺是冲压工艺的延伸,是可以替代冲压工艺解决不了的产品生产问题。冲压会涉及到模具的问题,而且大部份的冲压模具都是比较昂贵的,一旦确定了的模具,如果想再次更改的话,就得需要再次开模,很容易造成模具的浪费以及减少生产的效率。

蚀刻工艺是一种新型添加剂过程,这也被认为是冲压,线切割等工序的延伸。冲压是固定模式,线切割是具有可编程设计变更的模式,和蚀刻是可切换的设计,具有很强的可操作性和批量生产。
就目前而言,对金属蚀刻最为常用的有3种金属:铝及合金、铜及合金和不锈钢。在这3种常用金属中,铜及合金除了PCB行业大量采用外,在其他领域应用不多,而铝及不锈钢是应用得最多的。 铝及合金在碱性和酸性除油中都会存在除油溶液对铝基体有程度不同的腐蚀作用(酸性 除油的腐蚀较为轻微),由于腐蚀作用的存在,对铝及合金的除油做得都比较好,基本上都能满足除油要求。但对不锈钢则不然,在不锈钢所采用的碱性或酸性除油体系中,都不会对不锈钢产生腐蚀现象。
在过去的两年中,美国和华为之间的战争变得更加激烈。华为5G美国非常受美国铅恼火,不犹豫强加给华为的制裁。那么,在这场战斗中,我们已经看到了我们的弱点,不能让我们自己的芯片。美国正在利用这个追逐华为。
以上4点是关于冲压模具的选择原则,所以我将简要介绍到这里你。我希望这将有助于你以后选择的冲压模具,你可以选择自己合适的模具。
结构、性质和应用 在ABS树脂中,橡胶颗粒呈分散相,分散于SAN树脂连续相中。当受冲击时,交联的橡胶颗粒承受并吸收这种能量,使应力分散,从而阻止裂口发展,以此提高抗撕性能。
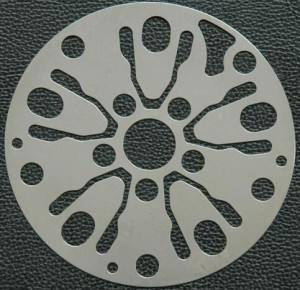
非切割法(使用镜面工具)具有滚动的以下优点:1.增加表面粗糙度,其可基本达到Ra≤0.08um。 2.校正圆度,椭圆可以是≤0.01mm。 3.提高表面硬度,消除应力和变形,增加硬度HV≥40°4,30后?五个处理以增加残余应力层的疲劳强度。提高协调的质量,减少磨损,延长零部件的使用寿命,并减少零件加工的成本。蚀刻通常被称为蚀刻,也被称为光化学蚀刻。它是指制版和显影后露出的保护膜的??除去区域的蚀刻。当蚀刻,它被暴露于化学溶液溶解并腐蚀,形成凸起或中空模塑的效果。影响。蚀刻是使用该原理定制金属加工的过程。
有金属的两种主要方式根据与溶液中的工件接触的形式蚀刻,即喷雾的蚀刻和蚀刻的气泡。以下两个原则被用于选择蚀刻方法。